Voici quelques temps que je réfléchis à réaliser moi-même les shockblocks pour les trucks Matrix 2 et Matrix 3.
En effet, les trucks Matrix 2 MBS ont été remplacés progressivement par les Matrix 3 et on ne trouve plus de Shockblocks pour Matrix 2 alors que ceux ci sont des consommables et que bien souvent les riders veulent rapidement passer sur des gommes plus dures.
Donc je me suis dit, si ils ne sont plus disponibles il va falloir se débrouiller, et pour le coup la forme des shockblocks Matrix3 me semble beaucoup plus facile à dupliquer et réaliser.
Les Matrix3 sont disponibles à la vente en 3 duretés différentes, comme l’étaient ceux pour Matrix2.
L’idée est de créer des moules dans lesquels je viendrais couler un caoutchouc liquide qui va bien, de la dureté finale souhaitée, et le tour sera joué moyennant les problématiques et dégazage, dépouilles de démoulage etc…
Donc dans un premier temps, réfléchissons aux moules 🙂
Echelle de dureté des Shockblocks
Jaunes = Soft, offrant la plus grande souplesse, un carving facilité, parfait pour des petits gabarits ou du parcours lent et sinueux
Orange = Medium, montés d’origine, une dureté qui conviendra aux gabarits adultes en procurant une bonne stabilité
Rouge = Hard, une dureté très importante, à réserver aux forts gabarits et/ou pour une stabilité à toute épreuve (au détriment du carving)
L’automne est la saison propice aux projets car l’activité est fortement diminuée , et donc c’est un temps que je tente de mettre à profit pour le côté « Recherche et Développement »
Il s’agit de tenter de nouveaux process, d’essayer de réaliser de nouvelles pièces etc…… évoluer tout simplement puis proposer à la vente le fruit du travail si les développements ont abouti.
Ce post va donc être suivi et je vais m’employer à y partager le cheminement et la progression d’essais de création d’un dessus de speedbox (capot) entièrement réalisé en carbone forgé sachant que mon expérience avec les matériaux composites est très faible.
Par le passé j’ai réalisé quelques stratifications en carbone tressé+aramide (kevlar) afin de réaliser des boîtiers du modèle de e-mtb Ultimate mais le projet fut abandonné car le coût et le temps de travail pour la réalisation d’un capot rendait l’opération horriblement fastidieuse pour un intérêt minime hormis esthétique, nous étions au printemps 2018……J’ai conservé tout mes produits et tissus composites de l’époque dans un coin du garage, on verra bien ce que çà vaut toute façon il s’agit de tests et je ne crois pas, par expérience, en une réussite avant un certain nombre d’essais -> comme la cuisine, le développement et la maîtrise d’un process ne se font que par l’expérience résultant d’itérations successives, patience et détermination, un pas en avant, deux pas en arrière comme dirait mon ancien boss (Manu tu te reconnais? )
Je me questionnais sur les pièces complexes en carbone forgé, car en stratification habituelle, les formes complexes sont extrêmement difficiles, voir impossibles à réaliser.
La technique du carbone forgé semble prometteuse, car à première vue simple, efficace et répétable puisqu’il s’agit de remplir un moule d’un mélange de résine époxy et de morceaux de carbone de petite dimension, on presse et c’est terminé, plus qu’à attendre polymérisation puis démoulage , découpe des dépouilles éventuelles et la pièce est là, parfaitement conforme au moule.
Donc je me suis dit qu’un capot de speedbox devrait être assez simple à réaliser en carbone forgé moyennant un moule bien pensé et bien réalisé->avec un peu d’expérience les pièces pourraient peut être sans doute sortir sans nécessité de reprise ultérieure……..j’imagine que dans l’industrie ils ne passent pas leur temps à poncer puis vernir des pièces sorties de moule !!
Donc l’idée du type comme moi qui veut faire simple et efficace et qui pense que l’IA est son ami est de questionner ChatGPT sur le sujet du carbone forgé afin de confronter mes idées et feeling à son omniscience -> je reviendrai là dessus un certain nombre de fois car bosser avec l’IA comme collaborateur c’est un peu mettre en application les principes comme :
Les promesses n’engagent que ceux qui les croient
Les conseilleurs ne sont pas les payeurs
Je pense que vous voyez déjà où je veux en venir.
Je précise que je commence ce post après une bonne douzaine d’essais et que je ne suis pas au bout de mes peines ni certain d’obtenir un résultat à la hauteur de mes attentes, donc c’est une histoire à suivre que je vais alimenter au fil de mes développements .
Je tiens d’emblée à dire que ce post n’est pas là pour casser du sucre sur les tutos existants mais simplement pour renseigner et suivre intellectuellement le chemin de création d’un process. En effet, nombre de vidéos montrent des résultats flatteurs de pièces réalisées en DIY, mais le temps passé à poncer, vernir, reponcer, combler les manques, revernir, reponcer, re-vernir, reponcer, polisher etc n’est jamais mentionné mais sachez que c’est juste un temps incroyable et des consommables à n’en plus finir entre les tissus d’absorption, d’arrachage, plastiques d’étanchéité sous vide, joints, pinceaux, rouleaux, gobelets, mélangeurs, produits chimique en tous genres, agents nettoyants, démoulants, solvants, top coat, clear coat, gelcoat etc etc sachant que les ustensiles touchant la résine sont à usage unique et que les produits chimiques sont périmés après 6mois voir 24-48h pour une bombe de verinssage epoxy-> le tuto de 10mn sur youtube hypersimple…….. vous voyez ce que je veux dire 🙂
Et pour vous refroidir un peu plus, la fibre de carbone microscopique est toxique pour vos poumons (cancérigène rien que çà) et la résine epoxy est également toxique, donc masque à cartouche obligatoire, espace aéré et aspirateur de rigueur -> sympa les conditions de travail.
Résultat : un produit hyper cher et rare, une coque de rétroviseur automobile en carbone forgé c’est 200-300€ dans le commerce par exemple.
Je pense qu’il est possible de faire aussi bien voir mieux, plus simplement et moins cher tout en limitant les déchets, cependant toute réalisation à base d’époxy est une gabegie environnementale car non recyclable et il est important que le consommateur le sache car les influenceurs s’extasient souvent sur le carbone comme des fashion victims en omettant l’objectivité de l’utilité et de la durabilité du produit -> désolé de casser le mythe mais ce qui est beau est cher n’est pas forcément le meilleur choix
Top Départ
Alors pour commencer, j’ai regardé différents tutos sur le carbone forgé sur Youtube, la plupart étant réalisés par des boutiques ou par des pros, quelques amateurs en diy mais je suis moins fan car l’idée n’est pas de réaliser une seule pièce et d’y passer ma vie…….. mais de trouver le meilleur process.
En clair, je souhaite obtenir idéalement une pièce commercialisable en sortie de moule moyennant un ébavurage des contours, et biensûr une répétabilité sans prise de tête de sorte qu’au besoin je puisse avoir plusieurs moules identiques et dédier un moment pour réaliser plusieurs pièces simultanément.
Un capot de speedbox actuel c’est aujourd’hui une plaque plate d’aluminium 7075, d’environ 20cmx15cmx2mm d’épaisseur avec le logo overion gravé en profondeur , et 6 trous de diamètre 4.2mm pour la fixation. La finition standard est un ponçage simple pour un aspect métal homogène traditionnel, gravures-polissage -anodisation ou covering à poser, sur demande.
Le plus simple et le moins cher niveau esthétique c’est tout simplement le covering qui donne un super rendu moyennant un peu d’habileté au cutter et qui est remplaçable à l’infini, mais qui ne trompe personne.
Le carbone forgé c’est quoi ?
Le carbone forgé est une appellation trompeuse car il n’y a pas de forgeage, c’est en fait un carbone obtenu par moulage, par opposition au stratifié (superposition de couches)
Carbone forgé (forged carbon)
Définition Matériau composite constitué de fibres de carbone courtes ou hachées, mélangées à une résine (souvent époxy), puis mises en forme par compression à chaud dans un moule.
Intérêt
Très bon rapport résistance / poids
Liberté de formes (contrairement au carbone tissé)
Aspect esthétique marbré distinctif
Coûts et temps de production réduits pour des pièces complexes
Réalisation (principe)
Découpe de fibres de carbone courtes
Mélange avec résine
Dépôt dans un moule
Compression à haute pression et température
Démoulage et finitions éventuelles
Utilisé surtout en automobile, horlogerie, sport et luxe, lorsque performance et design sont recherchés.
Donc j’ai décidé d’utiliser des fibres de carbone hachées de 6mm de long et de la résine époxy ainsi que l’essentiel : le moule en deux parties conçu et réalisé par moi-même biensûr.
Concept 1.0 :
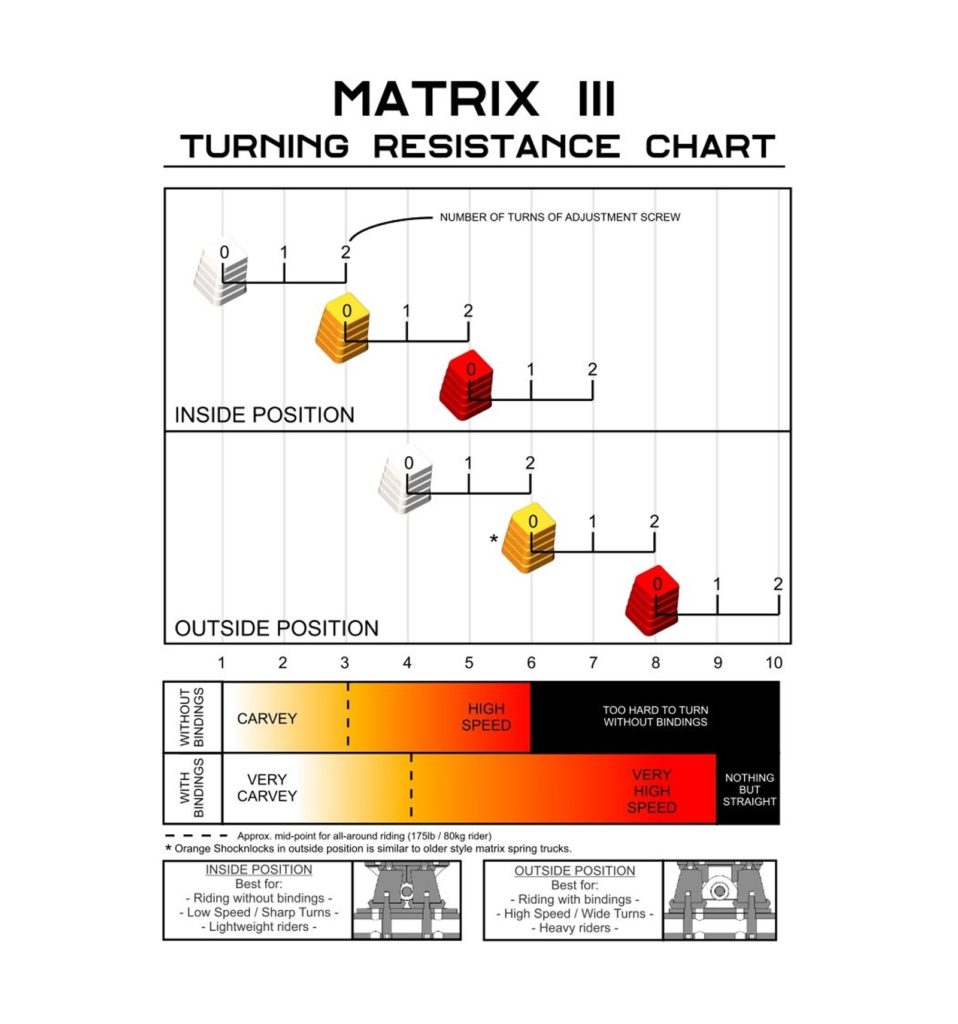
Je me suis dit tranquille on va tester simplement : je vais me faire un moule en deux parties (dessus-dessous) avec un évent pour l’exsudat de résine, j’insèrerai mes fibrettes de carbone, je coulerai l’époxy, je fermerai par vissage les 2 coques puis j’attendrai la polymerisation (24h) moyennant une mise sous vide pour éviter les bulles dans l’époxy, évent vers le haut (moule posé sur la tranche) : avec une surface non adherente à l’epoxy et un excès d’époxy, çà devrait le faire.
Le plastique PEHD (polyéthylene haute densité) n’adhère pas à l’époxy et son usinabilité est aisée bien que l’état de surface parfait soit quasi impossible à obtenir, je me suis dit on tente, j’usine mes 2 coques de 10mm d’épaisseur chacune, et j’y mets des inserts filetés M6 pour pouvoir presser l’ensemble aussi fort que je le souhaite.
Je réalise un brillantage de surface du moule par ponçage, polish puis application de cire de demoulage (tr104)
Je procède au process et voici les impressions du mec qui découvre :
Je me rends compte que le volume de fibrettes carbone à insérer dans le moule est genre 5 à 10 fois supérieur au volume du moule, misère çà va dégorger de partout au serrage!!! ok je ferme et je visse->l’évent vomit une mélasse de carbone et époxy, j’espère qu’il en restera dans le moule, je m’inquiete de la mise sous vide dans ma cloche, va falloir être léger sur la dépression (-0.3bar) sinon les bulles vont chasser toute la matière hors du moule!!
Me voici donc plein de questions et parti pour de longues discussions avec ChatGPT qui me cire les pompes à chaque début de phrase, quel faux cul celui-là , allez hop j’exige qu’il arrête son hypocrisie de début de réponse et qu’il aille droit au but 🙂
En observant le moule pendant la polymérisation (réaction exothermique qui génére une bonne chaleur) je m’aperçois que celui si se bombe, chaleur et contraintes le tordent, le capot ne sera pas plat mais bombé çà c’est sûr…….va falloir remédier à celà, je note .
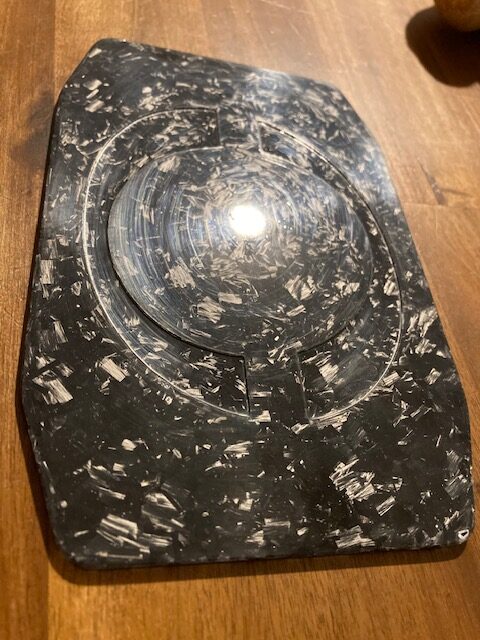
Voici le moule après ouverture avec la pièce dedans puis le moule une fois la pièce extraite qui est venue toute seule.
Très satisfait de ce premier jet car la pièce présente un aspect sympa malgré plein de bulles et un manque de carbone par endroit visible par transparence à la lumière, le logo est un point problématique mais çà je m’en doutais, tout comme les tétons servant à réaliser les trous de la pièce.
Et la pièce est bombée, le moule tordu est fichu ( quelques jours de travail )
A vrai dire ce qui m’inquiète le plus à ce stade c’est de constater que certaines fibres n’ont pas été imprégnées de résine et qu’il y a un manque partiel de matière par endroits alors que j’ai été très pointilleux lors de la disposition des fibres et que le moule en a recraché une quantité importante : çà signifie qu’elles ont été chassées à l’extérieur et que d’autres ont refusé de s’ imprégner de résine.
Moule 2.0
Je décide alors de concevoir un nouveau moule , de nouveau en PEHD 15mm mais avec 5mm d’aluminium vissé de chaque coté pour empêcher les déformations; et cette fois le moule aura des évents plus fins disposés sur 3 tranches, pour empêcher le carbone de foutre le camp, tout en permettant un débullage optimal.
C’est reparti pour un tour et Chat GPT me conseille d’utiliser une cire démoulante en aérosol , très pratique et facile à utiliser -> ok j’achète même si je ne vois pas trop l’intérêt pour résoudre mes soucis, je sais par contre que je vais gagner beaucoup de temps car appliquer 6-8 couches de démoulant en cire solide qu’il faut lustrer après 60mn et la couche suivante , c’est juste super long et à refaire partiellement après chaque pièce.
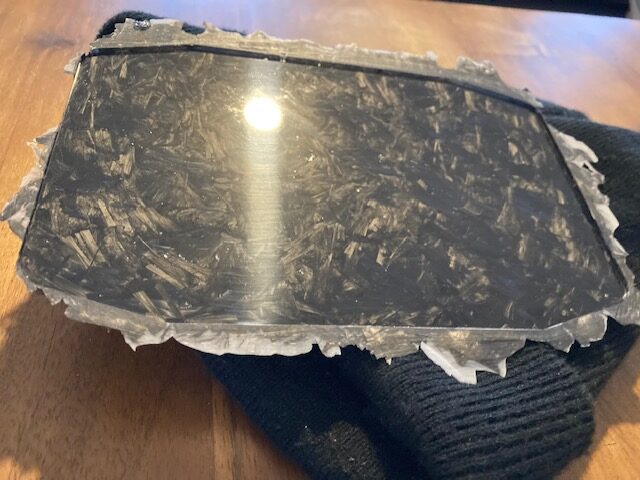
Nouveaux tests avec ce nouveau moule : çà se passe beaucoup mieux, aucune déformation ni pièce bombée par contre je n’arrive pas à avoir un état de surface sans bulles et il y a souvent des fibres non imprégnées de résine, parfois carrément une zone complète, çà commence à me gonfler car c’est beaucoup de travail et les résultats sont pires qu’au début……..
Voici un des meilleurs résultats : on voit du picking (des bulles, des trous) et de toute façon il manque un vernissage à la pièce.
Donc j’ai mélangé fibres et epoxy dégazée dans un gobelet puis j’ai appliqué dans lemoule ciré à la bombe (2 couches).
J’en ai pas parlé mais le mélange epoxy et fibres produit une mélasse de cheveux hyper collants et visqueux de consistence très épaisse, c’est vraiment miséreux à manipuler et à répartir, çà colle à tout, on en perd une tonne et on s’en met partout, franchement je connais rien d’aussi foireux à manipuler et encore à appliquer avec soin 🙁
Je tente alors, sur la demi douzaine de pièces réalisées, un ponçage suivi d’un glaçage epoxy (un vernissage en somme) au mini rouleau à laquer avec une epoxy bien liquide. Je ponce soigneusement du grain 120 au 400 puis eau savonneuse, puis alcool isopropylique puis acétone avant l’epoxy.
Le résultat semble top mais au bout de 10mn je m’aperçois que l’epoxy n’adhere pas et secomporte de façon repulsive à la pièce , comme de l’eau sur du plastique et là c’est la cata car c’est irrécupérable à moins d’y passer 2 vies !!
Le début d’une nouvelle réflexion !!
Mon ami Chat GPT semble sécher sur mes problèmes et se répète, je commence à douter de lui et ses conseils me font perdre du temps car à chaque fois il me conseille et me rassure puis je fonce dans le mur et çà me démotive d’autant que résine et carbone coûtent une fortune, genre 10-15€ de consommables par test sans compter le moule.
Cependant je commence à comprendre un élément hyper important pourtant essentiel en chimie : l’affinité des molécules entre elles……..
Ma résine apprécie-t-elle mes fibres de carbone? Normalement oui si elles sont propres
Ma résine apprécie t elle le PEHD ?La réponse est NONlorsque celui-ci est ciré * (notez bien dans un coin cette réflexion)
J’avoue que c’est un peu la douche froide mais, 2 pas en arrière un pas en avant, je tiens quelquechose avec cette histoire d’affinités.
Moule 3.0
Donc je décide, contre l’avis de l’IA, de revenir à mes bonnes habitudes : un moule 100% alu 7075 poli miroir -> là je sais que la résine accroche et en terme de finition çà devrait sortir perfect de chez perfect, le problème sera le démoulage : ne pas endommager la pièce ni le moule 🙂
Donc je prévois dans le moule des filetages pour pousser les coques puis les dépouilles de la pièces au niveau des évents afin de démouler plus facilement sans avoir à passer une lame et/ou taper comme un sourd !!
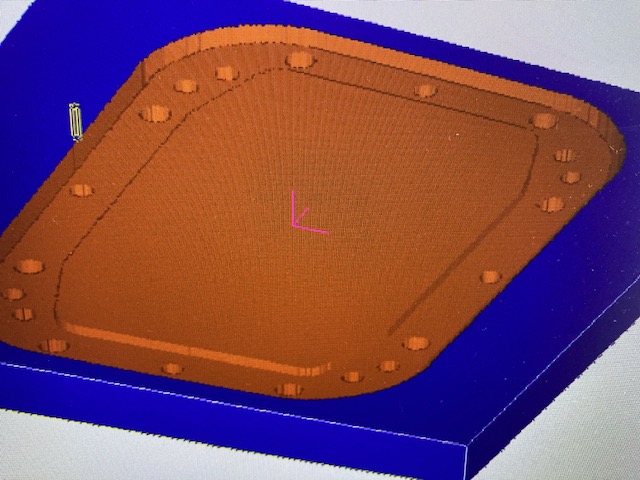
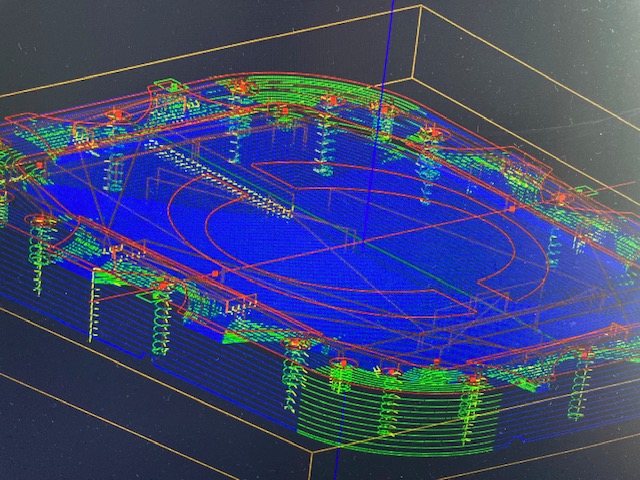
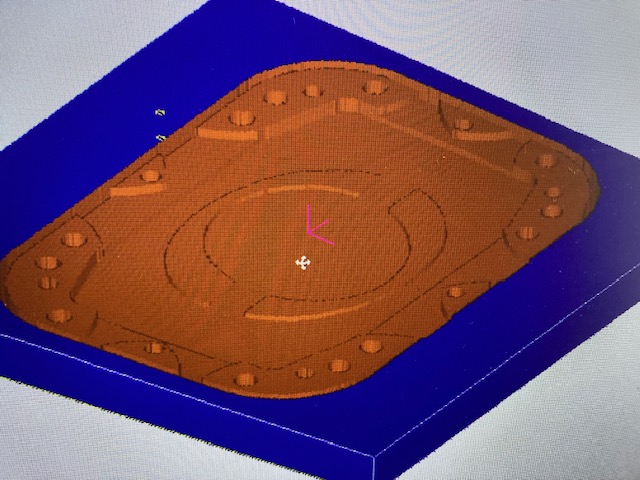
Pour faciliter le polissage pénible de la coque avec motif je decide de réaliser un moule en 2 parties mais composé de 3 pièces, l’intermédiaire pouvant au passage être changée pour modifier l’épaisseur de la pièce et les events.
Photos du polissage en cours puis du moule ready to work 🙂
Après réflexion et ne voulant pas risquer de ruiner ce superbe travail super pénible de polissage par un moule collé pour l’éternité avec un fossile de speedbox inside, je me résigne à utiliser l’agent démoulant cire en spray (j’ai aussi du PVA mais pas encore testé)
Allez c’est parti première tentative !!
Process 2.0
Raz le bol du mélange horrible fibre+ résine, je décide changer de process pour un truc plus clean , on verra bien, et donc je coule de l’epoxy dégazée, des fibrettes propre que je dsaupoudre, re-époxy-, re-fibrettes etc , je stratifie dans mon moule en quelque sorte mais sans rien toucher ni avec les doigts ni avec un instrument, juste je repousse dans le moule les fibrettes tombées sur les bords de celui-ci.
Tant qu’à faire, et ayant 2 moules à disposition je remplis les 2 , le moule 3.0 et le 2.0, après les avoir ciré à la bombe.
Ci-dessous les 2 moules pendant la coulée : résine-fibrettes-remplissage maximum de fibrettes puis résine et on referme
Allez zou on démoule ce premier test avec le moule 3.0 :
Oh purée la totale loose, pourtant plein de résine est sortie pas les events et portant le temps de prise fut de plusieurs heures en dégazage à -0.3bars, donc la résine est restée plusieurs heures liquide et avait largement le temps d’infuser toutes les fibres de carbone , c’est à n’y rien comprendre 🙁
J’en ai marre, je vais passer mes nerfs sur l’IA et lui dire que décidément elle ferait bien d’expérimenter avant de se la raconter 🙂
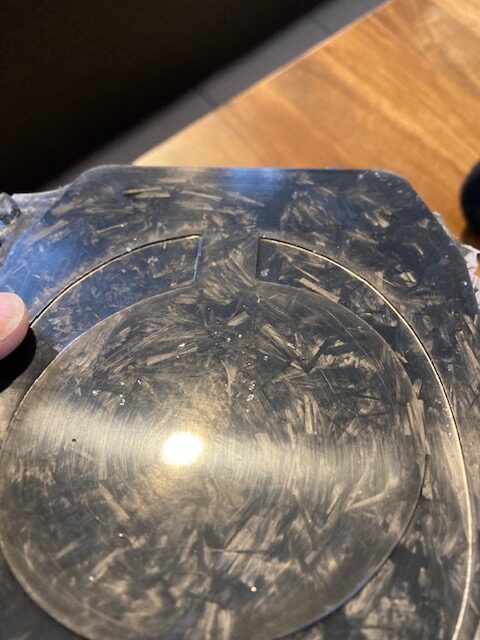
Démoulons quand même toute la pièce pour voir le côté le plus delicat du logo mais toute façon ce sera direction poubelle vu le dos de la pièce….
Le résultat côté logo est pas mal mais gras à cause de la cire en spray, il ne reflète pas du tout le poli miroir du moule, là c’est pas cool….
Réflexion :
C’est de pire en pire , j’en suis à une douzaine de test mais je ne suis pas décider à lâcher l’affaire car j’ai encore des pistes à explorer.
Alors reprenons cette histoire de fibres non imprégnées, que s’est il passé? J’ai une hypothèse qui m’arrangerait bien si elle s’avérait exacte alors on va creuser en ce sens :
La cire de démoulage fonctionne par non adhérence de la résine en créant une barriere étanche donc en toute logique les fibres au contact de celle ci ne peuvent s’imprégner de résine, idem si elles ont été contaminée par la cire non dure pulvérisée en spray. Et puis la pièce finie comporte forcément de la cire en surface et dans les petits trous, bulles etc qu on ne peut donc pas retirer à 100% et donc ces manques ne peuvent pas être comblés comme il faudrait et celà explique la situation du vernissage qui déperlait.
Yes alors je dégage le démoulant et théoriquement ce sera fini les manques de résine en suface, la misère de vernissage et la finition mate en sortie de moule. Inconvénient majeur : le démoulage
Process 3.0
Alors ce coup là on va carrément à l’encontre des conseils de l’IA et de tout ce que j’ai vu et lu sur le web -> on va tenter :
– Moule alu poli miroir
– Pas de démoulant d’aucune sorte, moule nettoyé au savon puis à l’alcool IP
– Pas de mélange résine et fibres, juste une dépose en couches successives, quantité de 65g de résine et environ 40g de fibres (je fais çà à l’oeil)
Je risque de ne pas pouvoir démouler mais bon j’ai envie de tenter le coup, l’IA me dit d’anodiser l’alu mais je sais par experience qu’un alu anodisé ne peut être poli , en fait il faudrait le chromer mais çà c’est impossible en DIY.
Je fais le test et comme il était prévisible, je galère au démoulage, pas de problème sur la face arriere avec mon système de vis de démoulage mais alors pour la partie avant avec le logo c ‘est une galère d’autant que de la résine demeure sur le moule et je n’envient pas à bout avec les solvants habituels……il va falloir gratter et endommager le surfaçage du moule …..je suis dégoûté mais satisfait de l’aspect flatteur de la pièce même si la perfection est encore lointaine. Je pense tenir quelquechose et je me dis qu’il y a vraiment moyen de sortir une pièce superbe, qu’en pensez-vous?
On constate des manques de résine et peut -être des bulles aussi mais un bel aspect de surface qui me laisse penser qu’on peut se passer des étapes de finitions si le moule est miroir, à la limite un coup de polish mais pas de ponçage pas de vernis , c’est déjà une bonne optimisation si j’y arrive!!
Bon l’état du moule c’est la cata et je vous laisse imaginer le temps passé pour le réaliser …….. 5 jours
Nouvelle réflexion
On va sortir le joker, la carte de réserve, la pénible en travail et qui coûte cher, en espérant que ce soit le graal : et cette idée tient en quelques initiales : POM-C , polyacétal : plastique technique bien connu des usineurs.
Moule 4.0
J’avais cette idée en tête depuis le départ car le POM est un plastique technique très utilisé en prototypage, qui est génial à travailler et glisse un peu comme le téflon, on peut le fileter, l’usiner facile, il ne repousse pas l’epoxy, se déforme peu, par contre il est super cher et c’est un plastique misérable à polir : obtenir une surface miroir est un chemin de croix, c’est un truc à filer à un pote qui veut passer 1 mois dans un monastère à méditer sur son sort 🙂
En plus j’ai choisi le POM blanc (existe en noir) pour pouvoir facilement gérer le remplissage en fibrette et voir les éventuels manques, par contre j’avais pas réfléchi que poncer puis polir du blanc est d’autant plus pénible qu’on ne voit pas où l on est passé sauf en lumière rasante….
Process 4.0
Là je sors l’artillerie lourde car après j’ai plus grand chose en réserve dans mon sac de conneries à tenter, je tente aussi directement une idée lumineuse (on verra bien si elle est brillante 🙂 ) , je m’explique :
Comme on ne peut éviter à 100% les bulles et la situation de fibres directement exposées en surface, on pose un vernis topcoat de finition, alors pourquoi pas le mettre directement sur les surfaces du moule , au pinceau, attendre qu’il séche et au bon moment on lance notre étape carbone-résine. Si je prépare une resine topcoat bien dégazée et appliquée au pinceau d’écolier je pourrai maîtriser parfaitement la finition et m’affranchir de toute bulle et fibre en surface avant comme arrière, çà me plaît bien cette idée, je suis content de moi c’est déjà bien. Allez je vais dire çà à l’IA , qui me répond bien vu , purée mais quel faux cul c’est pas possible un truc pareil, au bout de 12 essais etc le bazar me dit oui c’est une bonne idée…..je lui réponds mais pourquoi tu ne me l’as pas dit avant et là il me répète que je touche un point sensible du process et patati et patata , je ne peux que m’en vouloir à moi-même de croire qu’un compilateur d’informations possède une intelligence et lui faire confiance, en fait je crois que c’est inné d’accorder du crédit à de belles paroles flatteuses et une grande culture, on en vient vite à croire aveuglément, assez flippant finalement.
Bon la philo ce sera pour une prochaine fois, on y va :
Moule POM poli miroir (autant que possible) en 2 coques avec plaques alu de part et d’autre comme le pehd
Events limités au max que sur la tranche haute avec un tracé sensé amené les bulles dehors(moule placé sur la tranche pendant la polymerisation)
Pas de démoulant
Dépose des ingrédients en couches et que des petites fibrettes de 6mm, pas plus long car je veux pas de cheveux qui font de la mélasse
Résine de type infusion hyperfluide à durcissement lent pour avoir le temps maximal d’imprégnation et de dégazage, on dégazera la résine seule à bloc puis le moule une fois fermé pendant 1heure à -0.3bar histoire d’aider les bulles à s’échapper et dans l’enceinte sous vide çà m’évite les vapeurs et variations thermiques
Une couche superfine de résine de finition bien dégazée, appliquée au pinceau directement sur le moule propre (savon puis alcool isoprop) on attend que la surface soit durcie mais collante au touché (sur un autre support pour ne pas laisser mon empreinte 🙂 ) et c’est parti
on va serrer doucement en croix, comme une culasse de moteur, puis on va y aller bien fort comme il faut avant de placer dans la cloche à vide
C’est parti on commence donc par la couche de ….finition 🙂
Puis résine de type infusion et fibres carbone
Je vous passe la suite et on va à l’ouverture du moule au bout de 48h, oui c’est beaucoup plus long à polymériser avec une résine d’infusion mais bon si çà vaut le coup…..
Purée c’est beau et çà brille, je suis trop content, de petites imperfections dans l’epaisseur , sans doute le timing entre couche de finition et ce que j’appelle la coulée, j’ose pas démouler pour voir le côté logo 🙂
Au passage je vous souhaite un joyeux Noël 🙂
Allez go!
Pour une fois je vais pouvoir en faire autre chose qu’un déchet pour la poubelle, on sort le cutter, la dremel et le masque à gaz, direction le jardin pour ébavurer et mettre un coup de cale à poncer sur les arêtes.
Un coup vite fait mal fait de polish , à la main avec un chiffon microfibre histoire de voir ce que çà donne en 2mn de polish :
Là je pense que je tiens quelque chose niveau process, il va falloir mesurer, peser et chronométrer pour améliorer encore mais franchement je suis content , il faut peaufiner le polissage du POM egalement car on voit les rayures dans les reflets (je dois polir les recoins avec des petits morceaux d’abrasif jusqu’au 10000, puis différentes mousses et polish ) et là va falloir y retourner je pense, si quelqu’un connaît une technique miraculeuse, n’hésitez pas à me contacter 🙂
Suite de la story prochainement , n’hésitez pas à commenter !!
MAJ : 25 janvier 2026
Après quelques tests supplémentaires, j’obtiens un résultat vraiment pas mal en sortie de moule d’autant que j’ai de nouveau poli celui-ci en achetant un petit outil vibrant de polissage ‘sand paper’ sur batterie.
Voici le dernier résultat obtenu, les photos sont du direct sortie de moule sans aucun nettoyage (démoulage super facile)
Le résultat est super satisfaisant, surtout avec un démoulage « évident » non destructeur et un moule pouvant réutilisé quasi immédiatement.
Bon, nous n’en sommes pas encore à ce stade mais disons que pour une pièce pure DIY n’importe qui serait sans doute ravi de ce résultat, çà fait du bien quand çà prend une bonne tournure 🙂
Après examen minutieux de cette dernière pièce, j’analyse les défauts que je vois et que je présente ci-dessous en zoomant la photo précédente :
Je constate une multitude de petites « bulles écrasées » qui ne sont pas en surface , la surface est parfaitement lisse. L’aspect de cet air piégé est semblable aux surfaces d’air piégé lorsque l’on pose de façon imparfaite un film de protection sur un écran de smartphone.
J’en déduis qu’il s’agit de bulles emprisonnées à l’interface entre le top coat que je dépose sur les faces du moule et laisse durcir avant de couler la résine et les fibrettes de carbone.
Pourtant après fermeture du moule celui-ci est placé sous vide léger à 0.3bars durant des heures le temps que la résine gélifie puis retour doux à pression atmosphérique.
Comment résoudre ce problème?
Je me dis qu’il y a de nouveau différentes hypothèses car en clair soit de l’air reste prisonnier dans le moule et ne veut pas sortir par les events, soit il y a « création » de bulles durant la polymérisation, soit de la résine s’échappe et est immanquablement remplacée par de l’air, soit un peu de tout çà …….
C’est donc reparti pour réfléchir et je laisse mon ami chatGPT dormir plutôt qu’il m’envoie me perdre dans son labyrinthe d’idées géniales théoriques 🙂
Je me dis que la problématique de l’air emprisonné est quasi insoluble car à moins de faire de l’injection dans un moule placé dans une enceinte sous vide ou qqchose dans le genre, on aura toujours des bulles, faudrait centrifuger le moule pendant la polymérisation peut-être? Réfléchissons ……
Vu que j’ai toujours de la résine en exces qui sort du moule (pas beaucoup) je me suis dit que je vais réaliser un joint silicone entre les deux parties de moule. Donc c’est parti pour usiner une rainure dans le moule et créer mon propre vrai joint silicone selon mes techniques habituelles (moule cnc, coulage silicone etc)
Moule 4.1
Et voici
On voit le joint de silicone gris , celui-ci est inséré dans une rainure de 2mm de large et 3mm de profondeur et déborde de 1mm en hauteur pour former une sorte de lèvre d’étanchéité. J’en ai profité pour couler du silicone dans les trous qui servent à placer des vis de démoulage , ainsi j’ai des « bouchons » pour empêcher que de la résine viennent s’y loger et m’ennuyer lors du démoulage.
Process 4.1
Tant qu’à faire j’ai cherché et trouvé une machine qui vibre sur laquelle je compte placer mon moule lors de la polymérisation afin d’aider au dégazage, en complément du vide partiel.
L’idée est donc de :
Bien charger le moule niveau résine, l’excédent devrait sortir lors du serrage de fermeture.
Ensuite le moule devrait être étanche sauf sur la partie haute avec les events qui permettront le dégazage progressif et lent de la résine d’infusion.
Le moule sera placé dans l’enceinte sous vide -0.3bars pendant 6 heures.
L’enceinte sous vide sera positionnée sur le plateau vibrant et soumise à vibrations plusieurs heures car je pense que les bulles restent coincées à l’interface top coat / résine+carbone par une sorte d’adhérence par capillarité un peu comme les bulles d’une boisson gazeuse sur les parois d’un verre.
Test en cours de réalisation , à très vite 🙂
Après un résultat très positif, j’obtiens une pièce quasi parfaite sans reprise sur la partie « visible » et des zones de bulles écrasées sur la face non visible, à l’interface entre la résine de finition et celle de la coulée, aussi j’ai enfin décidé de réaliser ma pièce version luxe « bling bling » qui ira bien avec le logo doré des batcases overion dernière version 🙂
Je démoule et voici le résultat brut de décoffrage :
Le résultat est top, j’ai mis des morceaux de feuille d’or et franchement c’est très sympa même si j’aurais préféré (chose quasi impossible) qu’il n’y ait pas de microplis sur chaque morceau de feuille d’or.
L’insertion des feuilles d’or fut réalisée à l’interface entre la couche de finition et celle de coulée.
Me reste à ébavurer les dépouilles, un ponçage des bords vite fait et perçage des trous de fixation. Pour celà je vais me faire un gabarit de perçage à la cnc afin de pouvoir enchaîner.
Je m’attèle à réaliser quelques exemplaires de ce couvercle de speedbox en carbone forgé avant de mettre en vente sur le site pour les fans de carbone et de pièces uniques 🙂
Petit point sur les problèmes de chauffe des moteurs et autres réflexions :
Les faits observables
D’une façon générale, la destruction d’un moteur par la température apparaît soit de façon brutale avec émission de fumée soit de façon plus discrète avec perte de puissance, tout dépend si la chauffe a été modérée ou vraiment intense.
Matériellement, le cuivre qui constitue les enroulements de chaque bobinage est recouvert d’un vernis qui le rend non conducteur, on dit que le cuivre est « émaillé » bien que ce ne soit pas de l’émail, si ce vernis disparait il va y avoir des ‘ponts électriques ‘ entre les enroulements d’un même bobinage ce qui va faire diminuer les performances du moteur, celui-ci chauffera davantage et consommera beaucoup plus ce qui se voit facilement en mesurant l’intensité consommée à vide. Ce point est d’ailleurs un bon indicateur de la santé du moteur.
Quand la chauffe apparaît, si elle dépasse le point de fusion ou vaporisation du vernis, alors la destruction commence et il est facile de comprendre que la zone la plus chaude sera souvent au centre du bobinage et donc invisible à l’œil, de même le capteur de température moteur se trouvait généralement à l’arrière du moteur sur un petit PCB avec les sensors, celui-ci enregistrera toujours une température bien plus faible qu’au centre d’un bobinage. En général les vernis sont donnés pour une température max comprise entre 120 et 180°C pour les meilleurs.
Dans le meilleur des cas, vous vous êtes rendus compte à temps de la chauffe des moteurs et avez fait une pause, auquel cas vous êtes restés dans la zone de perte réversible du champ magnétique des aimants et il n’y aura aucune conséquence.
Si la chauffe a dépassé une certaine valeur, vous êtes passés en zone irréversible et vos aimants permanents ne retrouveront jamais leur champ magnétique initial (et si vous avez atteint le point de Curie alors vos aimants ne sont plus des aimants)-> les bobinages sont toujours détruits avant mais leur fusion affecte les aimants du rotor et il est vraisemblable que celui-ci ne puisse même pas servir de pièce détachée pour un autre moteur.
Le pbm de désynchronisation moteur (décrochage) :
Pour faire tourner un brushless, on crée un champ magnétique « tournant » par le fait d’alimenter les bobines dans un ordre qui décrit un cercle, le rotor équipé des aimants va donc se positionner pour « rattraper » ce champ comme un aimant va poursuivre un autre aimant que l’on déplace.
En considérant l’analogie de 2 aimants déplacés à la main, vous intuiterez que si d’un coup on accélère le premier aimant trop fort alors le second « décroche » et ne suit pas , ce qui signifie que la résistance à l’avancement est devenue supérieure à la force d’attraction entre les 2 aimants. cryptogamingca.com
On dit alors que la vitesse de rotation du moteur n’arrive plus à suivre la vitesse de rotation du champ magnétique.
Transposé à nos moteurs cela donne qu’une accélération demandée qui serait supérieure à ce que le moteur peut fournir entrainera un décrochage du rotor, ce qui se traduit par un bruit très particulier et un effet « point mort ou cut » très déstabilisant et donc dangereux.
Il faut garder à l’esprit qu’un moteur ne peut fournir davantage que ce pour quoi il a été conçu sans risquer une diminution de sa durée de vie voir une destruction pure et simple -> augmenter la puissance par le paramètre d’intensité n’augmentera donc pas indéfiniment la puissance moteur et l’équivalent du moteur thermique qui broute et finit par caler dans une côte trop forte c’est une désynchronisation pour un moteur électrique. Les VESC permettent de limiter cet effet par la limitation du courant (current control) mais cela ne rajoute pas des watts aux moteurs…….
Il faut également garder à l’esprit que plus l’intensité envoyée au moteur est grande et plus les pertes calorifiques seront importantes et donc la chauffe moteur.
De même les moteurs se refroidissent en tournant donc si vous réclamez une forte intensité avec de faibles vitesses de rotation vous avez un fort échauffement et peu de refroidissement (cas d’une forte côte grimpée au ralenti ou cas des sessions « drift ou burn » avec de tres forts démarrages suivis de forts freinages-> les moteurs thermiques détestent également !!
Enfin, paramétrer des intensités moteurs excessives est sans doute une des pires idées qui soit pour obtenir les meilleures performances des moteurs, c’est un peu comme augmenter la taille du carburateur sur un moteur thermique, vous obtiendrez le plus souvent un engorgement du moteur, qui aboutit à une « saturation magnétique » et dont les conséquences hormis la chauffe moteur peuvent être la désynchronisation de celui-ci lors d’appels de puissance, avec une baisse de performances par perte de rendement, perte de puissance et perte de stabilité (fluidité de rotation).
De façon générale, réfléchissez aux avantages et inconvénients que peuvent apporter les changements de paramètres et testez avec la plus grande prudence mais encore une fois, un moteur de 4000w ne sortira pas plus de 4000w sans voir sa durée de vie raccourcie et/ou sans problème de fonctionnement, l’overboost c’est aussi l’overkill , ne pensez pas naïvement qu’on puisse faire délivrer 10kw à un moteur donné pour 4 kw!!Si vous voulez plus de puissance il faut passer à un moteur plus puissant, n’est-ce pas logique ?
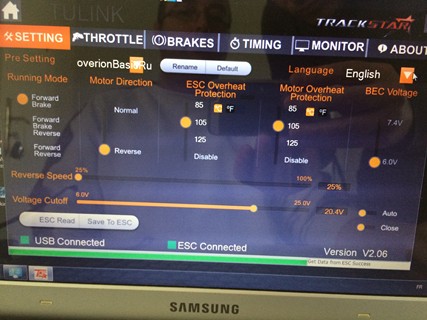
Vous pouvez paramétrer des températures maximales des moteurs* (et du VESC) avec un effet cutoff start de réduction de puissance puis un cutoff total (moteur ne réagit plus) , aussi nous vous conseillons une valeur assez basse de cutoof start comme 75-85 degrés, ce qui vous permettra de préserver votre moteur.
A conditions que ceux-ci soient équipés d’un capteur de température (indiqué comme TRUE lors de la phase de détection moteur)
Nous sommes souvent confrontés à des demandes légitimes de clients pour réaliser proprement les passages de câbles sur les speedbox, celles-ci étant vendues sans ouvertures pour les câbles.
Tout d’abord, il convient de préciser que pour nous-mêmes, nous réalisons ces passages lors de l’usinage CNC des montants en plastique, mais il faut pour cela savoir quels composants on va intégrer et avoir déjà figé leur positionnement interne (type de récepteur, passage d’antenne, type de contrôleur, interrupteur , diametre des câbles de puissance et moteur etc..)
Nous ne pouvons donc pas proposer d’emblée des passages de câbles qui seraient compatibles avec tous les setups et ce travail vous revient donc.
Il y a plein de méthodes possibles et la nôtre évoluera sans doute encore 🙂
En attendant, voici quelques « tuyaux », rien de bien compliqué, pas besoin d’outils spécifiques ni d’un temps infini pour parvenir à quelque chose de propre et relativement étanche, l’étanchéité totale étant possible mais très difficile à obtenir si vous souhaitez que le système reste démontable.
Passons au concret et voici nos conseils :
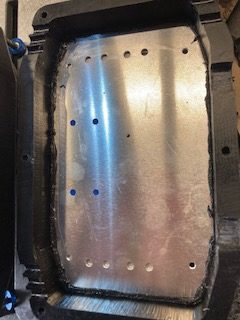
Si vous envisagez de rouler avec des conditions météos pourries, alors nous vous conseillons de coller-jointer avec un silicone (type sika ou emfi MS60NG) les dessous et dessus alu des speedbox, ansi vous obtiendrez une speedbox qui ne s’ouvre que par le milieu (photos)
Vous réaliserez un beau cordon de silicone sur chaque montant plastique puis vous assemblerez votre speedbox, bien serrée avec ses vis et éventuellement un ou plusieurs serre-joints.
Patientez 24-48h pour le séchage à coeur, puis vous enlèverez le silicone qui a débordé à l’extérieur, c’est très facile avec vos ongles ou vos griffes.
Pensez au passage à boucher les nombreux trous de la base alu qui vous sont inutiles (les trous de réglages et ceux pour d’autres vesc que le vôtre)
Cà y est, vous avez deviné la suite en observant les photos?
On referme la speedbox après avoir marqué les endroits où l’on souhaite faire sortir les câbles, puis on s’arme d’une perceuse et des forêts de même diamètre, voir un poil plus petits que les câbles à faire sortir, puis on perce pil-poil à la jonction des 2 parties.
Le forêt est guidé d’office par cette zone de moindre résistance et vous obtiendrez un système démontable « pince fils », en quelques secondes.
Le tour est joué………..A vous maintenant!! et surtout n’hésitez pas à nous faire part de vos remarques et les partager sur les réseaux 🙂
Annexe : Méthode longue, délicate, et esthétique
Vous pouvez aussi faire passer une nappe complète de fils avec gaine tressée et/ou créer des ouvertures d’accessibilité (pour ports usb etc)
Dans ce cas, vous pouvez découper une ouverture rectangulaire, y passer votre nappe protégée d’une gaine thermo (en vue d’un éventuel démontage futur) puis charger en silicone, un scotch à la jonction pour éviter le collage des demi-speedbox, refermer la speedbox puis lisser proprement l’extérieur. Cette technique a fait ses preuves (meilleure finition) mais s’avère bien pénible et chronophage.
Cet article sera agrémenté de vidéos et conseils divers au fil de l’eau car il y a beaucoup à dire sur cette famille de télécommande Maytech, autant sur la config-câblage que sur les résultats obtenus.
En attendant davantage, voici le manuel de base pour vous éviter de le chercher :
Vous trouverez ici, en télechargement direct, différentes versions de VESCtool ainsi que les firmwares pour différents Vesc Spinted V2 75/100, Maker X et Focbox Unity/Tenka, et aussi le driver de base (STM32) pour votre PC, à installer en premier si votre PC ne parvient pas à se connecter au VESC.
La règle consiste à utiliser la version de VESCTool qui possède le même numéro que votre firmware (exemple :Vesctool 6.02 pour Fw 6.2), sinon vous serez en mode « limité » et vos modifications ne seront pas enregistrées (erreur standard de débutant qui ne vérifie pas le bon enregistrement de ses paramètres)
Vous trouverez aussi le logiciel de programmation des focbox Unity (ne pas utiliser VescTool)
A vous de jouer le but de ces liens et de vous éviter les difficultés inutiles de recherche.
La configuration finale des VESC appartient toujours à l’utilisateur et il vous faut chercher- tester pour voir si la version de vesctool convient à votre firmware, et lui-même, au type de vesc que vous utilisez.
Nous n’assurons pas que ces versions soient les plus récentes
Voici un petit état des lieux afin de vous apporter des éléments de réflexion, si je puis me permettre.
D’emblée, nous précisons qu’il n’y a pas de batteries à vendre ici et que cet article se veut le plus objectif possible en l’état actuel des différentes technologies disponibles sur le marché.
L’intérêt de l’article est surtout d’avertir l’utilisateur qui pourra ainsi choisir ou réaliser son pack batterie en connaissance de cause.
Rappels :
Un pack batterie se compose de x batteries montées en série et z batteries en parallèles d’où une dénomination type xSzP.
La capacité d’une batterie, qu’on appellera C, s’exprime en milli-Ampères heure (mAh) ou Ah et sa tension en Volts.
L’energie totale embarquée s’exprime donc en Wattsheure (Wh) selon la formule P=UI soit (tension nominale (en Volts) x capacité (en Ah)) qui indique donc la puissance que le système peut fournir pendant une (1) heure. Pour info 1Wh correspond à 3600 joules (unité réelle de mesure de l’énergie)
Capacité de charge : exprimée en nombre de C (qui est la capacité de la batterie) -> il s’agit de l’intensité maximale à laquelle la batterie peut être chargée sans être détériorée (exemple : Max charge intensity rate= 2C)
Capacité de décharge : exprimée en C qui est la capacité de la batterie -> il s’agit de l’intensité maximale à laquelle la batterie peut être déchargée sans être détériorée. Attention les vendeurs donnent souvent 2 valeurs, une valeur pic pour une durée de quelques secondes et une valeur continue (exemple : Max continous Intensity rate discharge =20C, MaxPeak(3secondes) Intensity rate discharge=40C)
Temps de charge et de décharge :
La capacité d’une batterie (C) s’exprimant en mAh, il est donc facile d’en déduire une durée d’utilisation puisque qu’une décharge à C ampères correspond de fait à une autonomie d’une (1) heure. (exemple : une batterie de 10Ah 12Volts peut fournir avec une tension de 12V une intensité de 10A durant 1heure , elle sera alors totalement vidée. Elle peut
Une décharge à 10C continus donne donc une durée de décharge de 6 minutes maximum etc….une décharge à 0,5C donne une durée de décharge de 2heures etc…. même concept pour la charge :
Une charge à 1C durera une heure environ, à 2C c’est 30minutes etc modulo le temps de fin de charge lors duquel l’intensité décroît, ainsi que le temps d’équilibrage en cas de pack déséquilibré. Globalement une charge à 1C avec équilibrage durera de 1h15 à 1h45mn selon l’état de votre batterie, au-delà c’est signe de déséquilibrage avancé et donc d’usure.
Remarque : les fabricants indiquent des performances de charge et décharge des batteries à respecter scrupuleusement, toutes les batteries ne sont pas capables d’une charge à 2 C ou d’une décharge à 20C donc prudence, ces éléments de performance sont bien souvent en rapport avec le prix des batteries et diffèrent fortement d’une chimie à l’autre.
Préconisations formelles d’utilisation :
une surcharge à plus de 4.2V endommage irrémédiablement la cellule concernée* (hors cellules dite HV)
une décharge amenant la tension de cellule sous 3 volts pendant l’utilisation, endommage la batterie*
un stockage de batterie doit être respecté à une tension d’environ 3.8Volts par cellule
*Si une seule de ces préconisations n’est pas respectée,même une fois et peu de temps, la batterie aura subi préjudice, et au pire vous risquerez un incendie.
*Si vous souhaitez exploiter vos batteries Lipo sur la durée, réglez votre chargeur pour une tension max/cellule de 4.15 à 4.18V et votre contrôleur pour ne pas descendre sous 3.7-3.75V/cell en fin de décharge (tension mesurée au repos)
Caractéristiques habituelles des Batteries Lithium :
Dans le cas des Lipo, il s’agit de cellules sous forme quasi exclusive de plaquettes rectangulaires fines qui possèdent une enveloppe souple, la tension nominale est de 3,7V et de 4.2V pleine charge; 3.6V pour du Li-ion et une forme habituellement cylindrique de 18mm x 67mm pour les plus courantes
La forme géométrique finale des packs batterie est donc quasi exclusivement un parallélépipède rectangle.
Les capacités unitaires peuvent dépasser les 25000mAh pour les lipos, 3500mah pour les Li-ion.
Un pack batterie se compose alors de x batteries montées en série et z batteries en parallèles d’où une dénomination type xSzP.
A l’heure actuelle, les Lipo possèdent une énergie massique et une densité énergétique de l ordre de : 170 Wh/kg et 380 Wh/dm3
Les capacités de charge et de décharge des Lipo sont couramment de 2C et 20C continus sur de grosses batteries et atteignent 10C en charge et 90C continus pour les meilleurs pack (sur de petites batteries), elles sont à 35C max en décharge sur du Liion et 2 C en charge.
Pour les Li-ion,l’énergie massique est globalement de 20% supérieure aux Lipo, et la densité énergétique inférieure de 20% due à l’agencement des cellules car l’encombrement réel est celui d’un parallélépipède rectangle, à moins de n’utiliser qu’une seule cellule (dans un pack li-ion seul 55 à 70% du volume est composé de cellules)
Enfin, il est utile de savoir que la capacité « utile » d’une batterie décroît avec son usure (on peut imager la chose comme une 16ah15C qui « devient » une 12ah10C avec l’âge tout en restant une 16Ah2C) car elle n’est plus capable de délivrer toute sa puissance (perte de capacité et de la capacité à décharger fortement « nombre de C »)
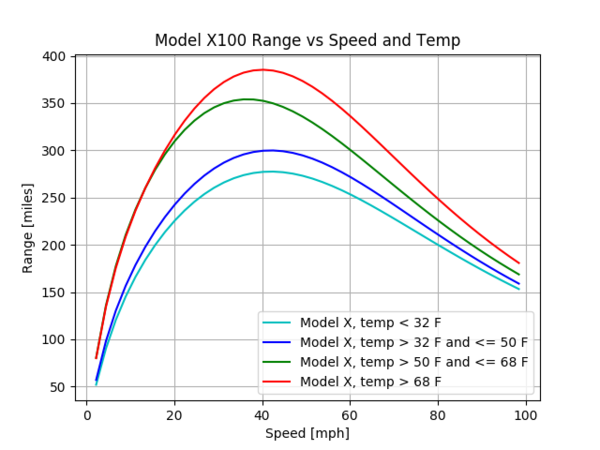
De plus, le nombre de C-capacité utile diminue avec la température donc en hiver…. c ‘est la loose, les compétiteurs chauffent même leurs batteries (les réactions chimiques sont ralenties par le froid) avant la course.
Pour finir, à capacité égale, une batterie à fort taux de décharge sera plus dense et donc plus lourde (et beaucoup plus chère)
Vous avez donc déjà compris l’ampleur du problème que représente un comparatif de ces technologies tant il y a de paramètres variables et de modèles différents
Question prix :
Les prix sont équivalents entre les deux technologies pour les cellules prises à l’unité, néanmoins l’assemblage en pack modifie la donne et le Li-ion termine bien plus cher du Wh car il faut assembler couramment 4 à 6 fois plus de cellules unitaires pour obtenir la même capacité qu’un pack lipo, et la main d’oeuvre c’est cher……..
Souvent vu sur les forums : comparer le prix d’une lipo achetée sur le net avec le prix d’un pack de cellules Li-ion achetées en lot et assemblées en DIY-> comparaison dénuée de sens (pas de charges d’entreprise, impôts et marge , ni d’intégration du coût main d’oeuvre, garantie etc..) ou alors à comparer à un pack lipo réalisé à partir de cellules unitaires assemblées en DIY ou d’un pack Li-ion du commerce!!
Ok Monsieur, bon bah c’est très clair mais j’ai rien compris, alors je dois prendre quoi pour mon e-MTB ?
C’est ici que, finalement, la pertinence des choix de chacun doit, à mon sens, se jouer car maintenant on va parler de ce qu’il y a et de ce qu’il faut autour de nos chères batteries, à savoir :
Possibilités d’intégration des batteries-géométrie
Charge des batteries et équilibrage
Sécurité
Performances pures
Durée de vie
1/Intégration des batteries
Les lipo, c’est simple c’est livré en parallélépipède rectangle donc à moins de commander des cellules à l’unité et de les assembler , vous aurez toujours quelque chose de la même forme.
Pour les li-ion, au vu la petite taille unitaire, toutes les formes géométriques sont envisageables et çà les industriels l’ont bien compris pour l’intégration dans les produits c’est top , mais me direz vous , pourquoi ne pas le faire avec de la lipo de petite capacité genre 3000mah45C (énigme)
2/ Charge et équilibrage:
Pour les lipos on dispose de grosses capacités unitaires donc généralement les batteries sont en 1P ce qui facilite l’équilibrage, dans tous les cas privilégiez le 1P (raisons expliquées ci-dessous)
Pour les Li-ion on aura presque toujours du nP soit plein de cellules montées en parallèles ce qui est très bien en décharge mais problématique en terme d’équilibrage, le BMS ou chargeur ne pouvant distinguer des différences de tension au sein d’un bloc de cellules en parallèles. Ce point est essentiel et explique à lui seul le SAV sur tous les packs de cellules en parallèles, ne vous y trompez pas aucune batterie Li-ion équilibrée de cette façon n’atteindra 1000 cycles , c’est le problème de tous les appareils électroportatifs, vélos et trotinettes électriques.
Néanmoins le montage nP est pertinent en décharge , la résistance interne équivalent étant divisée par n.
En fait, vos vendeurs d’engins électriques ne sont bien souvent que des vendeurs de batteries, le reste de l ‘engin étant quasi sans entretien ……..et quand votre batterie montre des signes de faiblesse au bout de 6 mois-1 an, on vous dit faut juste changer 3-4 cellules -> génial on met 3-4 neuves dans un pack de cellules usagées…….et on recommence dans 6 mois……..vous avez compris l ‘histoire?
J’attire votre attention sur le fait que ceci n’est pas affaire de chimie puisque l’on utilise les BMS pour les Liions exclusivement et les chargeurs-équilibreurs pour les lipos, alors que les BMS gèrent aussi les lipos, et les chargeurs gèrent toutes les chimies dont les Li-ions…..le coeur de l’histoire se situe donc ailleurs!!
Voici un élément de réponse très simple: Par soucis d’économie et de main d’oeuvre, il est plus simple de monter un BMS à 15$ dans l’engin et une simple prise chargeur reliée à un chargeur type PC portable à 30$ que d’utiliser un chargeur équilibreur de qualité à 120€ qui charge bien et rapidement.
Enfin, si votre boîtier batterie est fermé et étanche et que vous comptez utiliser plusieurs packs alors vous aurez autant de BMS que de packs alors qu’un seul bms externe ferait très bien le boulot sinon mieux, d’autant que les BMS sont autant de composants « faillibles ».
Alors idéalement, vous l’avez intuité, il faudrait des batteries nP avec un bms ou chargeur équilibreur (c ‘est la même chose in fine) capable de gérer autant de cellules qu’en possède votre pack, et c’est ce qui est fait pour certaines voitures électriques et produits de qualité, et là vous avez un montage safe et efficient.
3/ Sécurité :
Question chimie, lorsque les composés d’une batterie se retrouvent en présence d’oxygène, ils s’enflamment spontanément…
Le li-ion est moins stable que le lipo, mais surtout en cas de problème, le lipo gonfle et finit par se percer et brûle façon chalumeau de 30cm pendant 1 minute ou plus alors que le Li-ion dans son enveloppe solide, monte en pression et finit par exploser en projetant les cellules voisines un peu partout à plusieurs mètres………un vrai feu d’artifice.
Enfin, la majorité des incendies proviennent de BMS défectueux entraînant des surcharges ou d’un échauffement du BMS (qui chauffe normalement en fonctionnement et doit donc être refroidit via son radiateur)
Est-il judicieux de positionner un BMS dans un engin soumis aux vibrations et intempéries, ou bien est-il plus judicieux de le placer en externe? La réponse est simple : en externe il faut alors un connecteur d’équilibrage externe et un boîtier spécifique pour accueillir le bms-> les industriels de jouets électriques ont tranché en faveur de la solution la moins onéreuse, faut-il pour autant les suivre en DIY?
4/ Performances pures
Les lipos ont l’avantage actuel des taux de décharge sur le Li-ion qui évolue bcp en ce sens ces dernières années, mais surtout la tension des lipos demeure plus élevée en utilisation (toujours supérieure à 3V voir 3.5V en décharge poussée alors que le li-ion va plonger entre 2.5 et 3.volts/cellules) , il en ressort une différence notable de RPM sur un moteur et donc de performances pures en ride.
Enfin, certaines lipos peuvent être chargées en moins de 20 minutes sans les endommager ce qui est très très pratique si vous possédez le chargeur qui va bien (pas donné, mais plus rentable que d’acheter 2 lipos tous les 6 mois)
5/ Durée de vie :
En théorie les Li-ion ont un net avantage avec des durées de vie données jusqu’à 1000-2000 cycles pour les meilleures.
Les meilleures Lipo (graphène) sont données pour 700 cycles.
Dans les faits, nous remarquons qu’aucune des deux chimies ne peut prétendre à plus de 300-500 cycles dans de bonnes conditions vu que, de toute façon, les éléments chimiques se détériorent avec le temps. Attention d’ailleurs aux promos sur les batteries, celles ci sont généralement déjà vieilles bien que neuves…….. la bonne affaire à -50% ……….. , pensez-y.
Conclusion de cet article :
2 chimies en évolution constante, laquelle choisir?
Notre avis :
Pour du simple et safe : une bonne lipo en 1P et un bon chargeur équilibreur pouvant charger votre pack à 0,5C a minima.
Pour une géométrie particulière si vous pouvez réaliser votre pack : du Li-ion, mais avec chargeur de qualité ou BMS externe de qualité et idéalement équilibrage de chaque cellule pour plus de sécurité et de longévité (pas facile à réaliser mais çà se fait, en attendant les cells à BMS interne 30C)
Précision utile : Overion utilise principalement du Lipo mais également du Li-ion pour des demandes spécifiques.
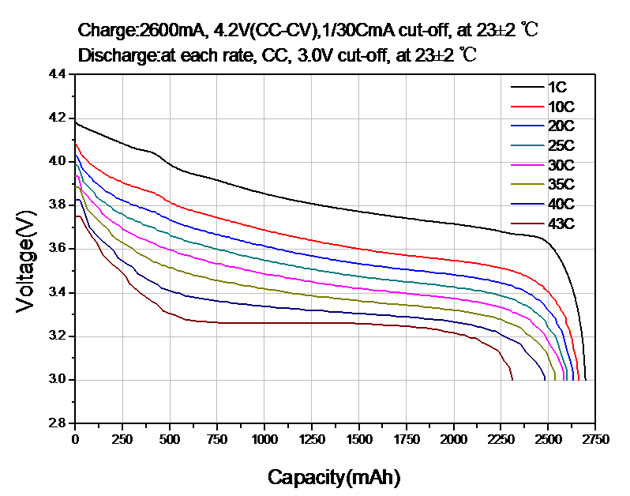
Excusez-moi pour le manque d’illustrations type photos de courbes de décharge etc…. google et les sites de modélisme regorgent de ce type d’infos donc n’hésitez pas à lancer une petite recherche et apporter votre pierre ..
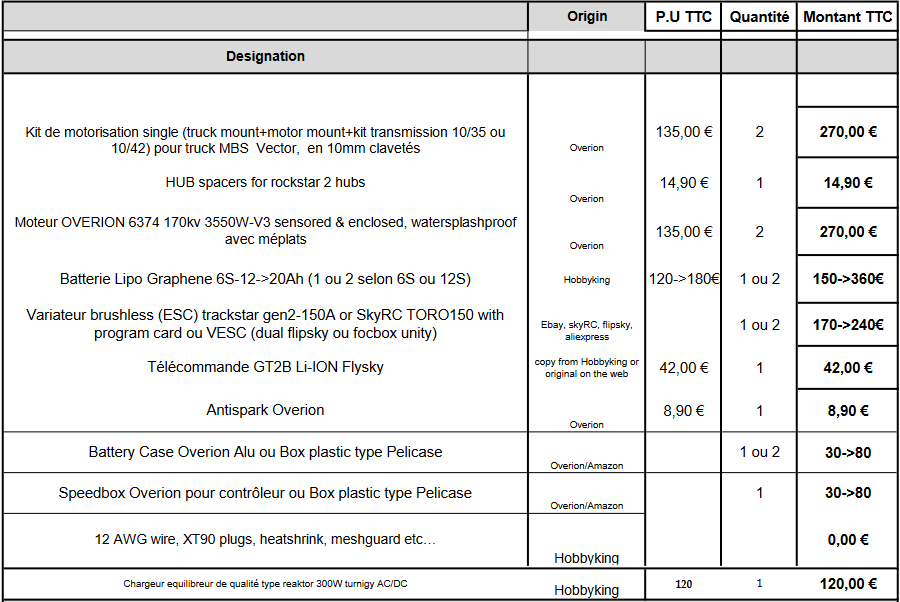
Vous trouverez ici un listing des éléments de base nécessaires à la motorisation d’un mountainboard en dual électrique qui vous donnera entière satisfaction.
Ceci n’est qu’un listing indicatif de pièces et distributeurs possibles dans lequel nous avons mentionné les éléments présents dans notre catalogue.
Notre conseil :
Nous voyons beaucoup de setups DIY pas finis ou d’une fiabilité/sécurité vraiment « border line » que des clients nous apportent (parfois en 4ème main) pour une grosse mise à niveau, nous en refusons d’ailleurs certains tellement on navigue dans le DIY d’apprenti sorcier 🙂
Notre avis:
Il ressort qu’un setup 12S complet ne peut guère vous coûter moins de 1800-2000€ avec des pièces de qualité (sans compter les investissements en outils variés et consommables de bricolage), aussi il nous paraît assez insensé de chercher à économiser quelques euros avec des boîtiers inadaptés (style tupperware et autres), pour au final obtenir un e-MTB très laid, peu fiable et difficile à revendre.
Autant attendre un peu et mettre un peu plus ou chercher une board d’occasion, mais çà c’est votre choix ………
En langage électrique, le terme approprié est « sectionneur » ou « coupe-circuit », ce qui dans la langue de Molière est assez parlant 🙂
Il s’agit simplement d’un conducteur électrique que l’on positionne mécaniquement (à la main dans notre cas) afin d’ouvrir ou fermer le circuit électrique de telle sorte que celui-ci soit « débranché »
Ainsi c’est la solution la plus robuste et la plus fiable pour s’assurer que plus rien n’est branché et laisser dormir son setup dans le garage.
Comment l’insérer dans le circuit ?
Le powerswitch se positionne dans le circuit sur un fil d’alimentation au choix (+ ou -) , entre la batterie et le premier équipement électrique du circuit, comme un fusible.
Dans notre cas, le powerswitch est composé d’une prise antispark (anti-étincelles) nécessaire à nos setups.
Et si j’ai déjà un interrupteur sur mon ESC ?
Et bien même punition, les interrupteurs électroniques ne sont pas infaillibles et les constructeurs préconisent généralement dans leur notice de câblage d’insérer en plus un powerswitch mécanique.
Nombre de nos clients nous demandent comment raccourcir-couper leur chaîne à la longueur souhaitée, aussi nous vous montrons ici comment réaliser cela en quelques minutes et sans endommager celle-ci (sous réserve d’être quand même un minimum adroit).
Ceci est donc un tuto « système D », sachant que l’idéal est l’emploi d’un dérive chaîne approprié (c’est à dire qui va pour la norme de votre chaîne —> inutile donc de courir chez décathlon pour un bidule pour vélo………….cela ne fonctionnera pas, et un dérive chaîne pro c’est environ 40€…)
La variante « oldschool », c’est marteau et chasse goupille mais ce n’est guère évident car à chaque fois que le chasse goupille rippera, ce sera au mieux pour les maillons d’à côté (que vous ne souhaitez pas endommager), au pire pour vos doigts !!!
Autant vous prévenir que lorsque vous en aurez fini avec la première chaîne, vous risquez de passer votre chemin pour la seconde !!!
Vous avez sans doute remarqué que les trucks Matrix 2 de MBS furent en rupture de stock partout pendant plus de 6 mois !!!!!!!!!
Et bien les nouveaux sont arrivés avec quelques légères modifications qui ne sont pas forcément pour nous faire plaisir puisqu’il faudra dorénavant savoir quelle version l’on possède afin de s’assurer de la compatibilité des trucks mounts………
Trampa nous avait habitués à cela avec plus de 4 versions différentes et non reconnaissables des Vertigo—-> désormais c’est MBS qui s’y met 🙁
Aussi il nous semble utile, sinon essentiel, de mentionner que les nouveaux trucks Matrix 2 voient leurs caractéristiques changer avec comme différences :
Shockblocks rouges
Allonge de 2 cm des trucks (par allongement de la partie centrale)
Section très légèrement revue
Positionnement des filetages M8 pour freins légèrement revus également
En conclusion, il vous faut connaître la version de vos trucks afin de vous assurer de la compatibilité avec les mounts (pièces servant à venir solidariser un moteur au truck) que vous souhaitez monter.
Pour ce, il suffit de regarder la couleur des Shockblocks :
jaunes ou oranges —-> version initiale
rouges—> nouvelle version
Vous allez vous dire « on s’en fout maintenant il n’y a que des nouveaux » 🙂 et bien non ce serait trop facile !!! Les mountainboards vendus complets sont encore de l’ancien stock donc avec les trucks initiaux………
Les trucks Matrix2 sont les meilleurs du marché, pourquoi les avoir changés me direz-vous ? Réponse Overion : Dans notre monde on ne change pas une équipe qui perd 🙂 par contre une équipe qui gagne………
Précisez nous la couleur de vos shockblocks lors de votre prochaine commande, nos nouveaux mounts « réadaptés » sont en cours de réalisation 🙂
Merci à Philippe qui nous a mis la puce à l’oreille sur le sujet !
Si vous connectez votre ESC au PC pour en modifier les paramètres, surtout n’acceptez pas la mise à jour qui vous sera automatiquement proposée !!!
Ce nouveau firmware est visiblement buggé et il en résultera une impossibilité de connecter l’ESC au PC , d’en changer les paramètres etc…, on dit qu’il est alors « brické » ou gelé « Frozen ».
Il n’y a à cet instant pas d’autre parade que de changer votre ESC si cela vous arrive…….
Nous avons contacté Hobbyking à ce sujet aujourd’hui même pour leur faire part de ce problème.
Cet article fait suite à de nombreuses questions de clients et réponses que nous avons pu apporter, il recense également les problèmes potentiels liés à l’utilisation des moteurs, mieux vaut prévenir que guérir !
Cas général :
Dans le cas d’un setup à transmission par chaîne, il vous faut être extrêmement vigilants sur les points mécaniques susceptibles d’entraîner des efforts inutiles qui pourraient faire chauffer votre moteur, voir l’endommager, et en tout cas diminuer le rendement et donc les performances.
Les éléments à observer impérativement sont les suivants :
1.Tension de la chaîne (primordial) : la question à se poser n’est pas de savoir si elle est assez tendue mais plutôt si elle est assez détendue, une chaîne détendue c’est pas grave , une chaîne trop tendue c’est risque de casse moteur-transmission-perte de rendement, bruit etc etc….. Dans 3/4 des setups de Diyers que nous avons rencontrés, la ou les chaînes étaient trop tendues.
Gardez cela à l esprit et observez la tension de chaîne quand vous êtes sur la board……….en général elle se tend.
2.L’alignement du pignon moteur avec la couronne doit être ajusté au mieux, aidez vous d’un guide rigide plaqué sur la couronne pour matérialiser le plan dans lequel doit se situer le pignon (la vue est un mauvais indicateur de parallélisme)
Enfin le pignon doit être fermement maintenu à l’axe moteur, c’est une vérification impérative à faire à chaque session. Si le pignon se desserre et que l’axe tourne , la chauffe rapide au rouge entraînera un cisaillement net de l’axe moteur, les risques de chute par blocage de transmission sont également élevés dans ce cas. En général, un pignon parfaitement aligné et bien serré ne nécessite pas de frein filet ou autre forme de collage, néanmoins cela se fait régulièrement, il faut alors utiliser un décapeur thermique pour le retirer le moment venu.
3.Le gonflage des pneus peut déformer les jantes au point de comprimer les roulements de roue lorsque celle-ci est montée sur le truck, bien serrée, (ce qui donc est invisible une fois la transmission montée puisque la roue n’est plus libre en rotation une fois la chaîne installée), aussi le gonflage initial doit être réalisé avant serrage de roue, et donc chaîne démontée. Si vous ne faîtes que regonfler vos pneus à la pression initiale, cette manipulation n’est pas nécessaire.
4.Des vis trop longues de fixation du moteur peuvent endommager celui-ci par écrasement des bobinages si vous avez de la chance votre moteur fera un bruit de casserole et vous arrêterez le massacre et trouverez le problème sans avoir à cliquer sur le bouton Paypal du shop 🙂
5.Il peut arriver que les vis sans tête fixant l’axe moteur, situées à l’arrière de celui-ci, se desserrent en conditions intensives d’utilisation. Il faut vérifier leur serrage et ne pas hésiter à les remplacer au besoin car l’empreinte étant petite, on a vite fait de les foirer au n-ième serrage. Le symptôme est un moteur qui chauffe et qui donne des à coups au démarrage, au même titre qu’un pignon desserré.
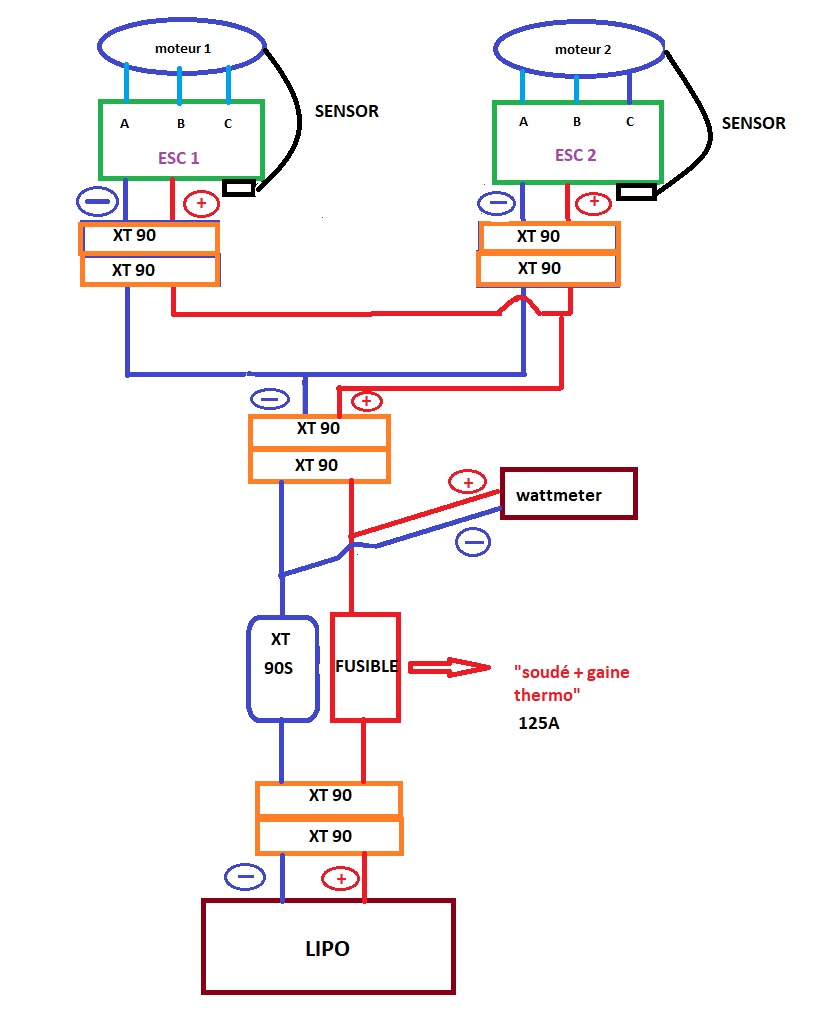
Cas d’une bi-motorisation (ou plus) = dual setup motors :
Bien évidemment les cas présentés précédemment s’appliquent de façon identique, néanmoins il va vous falloir être doublement vigilants pour une raison toute simple :
Si l’un des moteurs rencontre un problème, quel qu’il soit : pignon desserré, connexion défectueuse ou autre, devinez ce qu’il va se passer………..
Vous allez ressentir une baisse de puissance (l’un des moteurs ne fonctionne plus correctement, le pignon ne tourne plus tout le temps car desserré, le moteur cogg car un fil est débranché etc…) et si vous ne vous inquiétez pas, vous allez continuer votre ballade et le setup qui foire va se détériorer très très vite avec comme résultats possibles : axe cassé net, vous par terre, ESC grillé, moteur grillé, figure de style type 180° involontaire etc…
De plus, si l’un des moteurs rencontre des difficultés pour une raison ou une autre, alors c’est le second moteur qui va vous tracter et devoir fournir un effort plus important……… parfois un moteur qui chauffe peut donc signifier un mauvais fonctionnement de l’autre (qui pour le coup ne chauffe pas)
Nous n’allons pas passer en revue tous les cas et hypothèses possibles de dysfonctionnement mais voici un exemple concret pour illustrer nos propos :
Exemple : un fil moteur se déconnecte (bullet non sécurisé, soudure défectueuse), résultat le moteur cogg (donne des à coups), mais comme l’autre moteur entraîne le tout, vous ne vous en apercevrez guère hormis une baisse de puissance (normal car un seul moteur vous tracte). Vous continuez ainsi, que se passe-t-il ? Les deux ESC envoient toujours du jus vers les moteurs, mais l’un des deux ne transforme pas cette énergie en puissance électrique et vous détériorez irrémédiablement les bobinages restés connectés.
PS : N’hésitez pas à venir faire part de vos remarques et conseils, nous les ajouterons bien volontiers en mentionnant, avec votre accord, leur auteur !
Comment endommager un moteur :
Nous garantissons que les moteurs sont fonctionnels à l’envoi car testés un à un, cependant on peut assez facilement les détériorer irrémédiablement ou simplement les griller, voici une liste de cas possibles :
Non respect de la polarité des sensors —-> mode sensored détruit voir même esc endommagé
Moteur surexploité et/ou montage inadapté, setup configuré par un novice vite fait mal fait —> bobinages grillés: le moteur ne tourne plus correctement ou plus du tout*
Cas le plus courant : Câbles moteurs soumis à de trop fortes sollicitations mécaniques (flexions, extensions etc) sans aucune fixation —> câble rompu dans sa gaine en externe (réparable) ou en interne (quasi non ressoudable)**
*Le cas des moteurs surexploités est rare car en général les riders ont conscience qu’un setup dual délivre maximum 7Kw de puissance soit à peu près 10 chevaux, ce qui reste quand même très loin d’une moto de 100 chevaux et plus…….Cependant il faut bien avoir en tête qu’autant un moteur thermique câle ou plafonne en puissance lorsque trop sollicité, autant un électrique va « pomper » toute l’électricité disponible jusqu’à griller, donc les sécurités thermiques et le comportement de l’utilisateur jouent un rôle primordial ici.
**Nous voyons trop souvent des setups DIY avec les câbles moteurs non fixés, qui fléchissent dans tous les sens jusqu’à la base du moteur….Sachant que les câbles silicone sont soudés aux bobinages (cuivre émaillé rigide pour ainsi dire impossible à souder en DIY), qu’arrive-t-il au bout de 100 grosses flexions ou 10000 petites torsions? —-> rupture partielle (perte de puissance) ou totale (moteur ne tourne plus) à la soudure de jonction avec les bobinages, le moteur n’est pas « abîmé » structurellement mais n’est concrètement pas réparable.
Note
Nous garantissons que les moteurs sont fonctionnels à l’envoi car testés un à un, aussi s’il s’avérait qu’à réception du colis, un moteur non utilisé soit défectueux, nous vous l’échangerons (retour à vos frais et réexpédition à nos frais)
Nous ne pouvons contrôler l’utilisation, configuration, montage etc d’un setup DIY donc testez le moteur avant de rouler si vous voulez être sûrs et respectez bien nos conseils de montage et utilisation.
La garantie de 1 mois ne s’appliquera pas si le moteur a été modifié, ouvert, ou comporte clairement des traces de mauvaise utilisation ou montage (bobinages endommagés par vis trop longues, cage externe écrasée etc etc)
Sachez que nous ferons toujours tout pour vous donner satisfaction et trouver une solution à vos difficultés mais le DIY reste le do it yourself et nous ne garantissons pas votre setup !!
Pour apporter des réponses simples à ces questions récurrentes, voici quelques informations.
Les notions sont quasi universelles mais certains matériels auront un fonctionnement propriétaire, sinon ce serait trop simple 🙂
Il va falloir distinguer plusieurs éléments qui sont : le système radio (télécommande+ récepteur), le ou les ESC (variateur électronique de vitesse), le ou les moteurs et peut être un BEC (régulateur de tension) externe.
Préambule :
Pour vulgariser les choses, la télécommande envoi des infos concernant plusieurs canaux au récepteur, qui les décode et les retransmet sur ses sorties, à destination de servos, ESC, etc… (ce signal est dit PPM , c’est un signal carré de largeur d’impulsion variable entre 1000 et 2000 microsecondes, et pour info arduino possède une fonction dédiée Pulse pour lire ou envoyer du PPM 🙂 )
Il en résulte qu’en sortie de récepteur, il y a 3 fils par canal, l’un pour le +5V (rouge ou orange), l’un pour le 0V ou masse (noir ou marron) et le dernier pour le signal (blanc ou jaune).
Vous vous doutez bien que le récepteur doit être alimenté électriquement, ce qui est fait généralement par …………l ‘ESC qui intègre alors un BEC (battery eliminator circuit), en clair un régulateur qui abaisse la tension d’alimentation de l’ESC à du 5V sur le connecteur destiné au récepteur. Donc oui, cette fiche transmet à la fois les infos du Rx (récepteur) vers l’ESC, mais alimente également le Rx par l’ESC.
Il en résulte que si l’ESC fume, il y a de grande chance que vous perdiez aussi la liaison radio……..
Il en résulte également que lorsqu’on alimente, par exemple, un ESC en 12S, si celui-ci est pourvu d’un BEC cela signifie qu’il devra abaisser les 50V du 12S en 5V sur le connecteur Rx……….autant dire qu’un régulateur n’aime pas ce genre de choses et a une forte tendance à chauffer avec ce type de config, et si le BEC fume…………adieu la réception et l’ESC…..
Aussi, les puristes (ou pour les ESC n’intégrant pas de BEC), on utilise un BEC externe, petit circuit spécialement dédié à la fonction d’alimentation du récepteur (et des servos et de tout le matériel en 5V), qui, alimenté directement par la batterie, possède une sortie permettant de le connecter au récepteur via la fiche dédiée, ou, à défaut n’importe quel canal du récepteur.
C’est donc ce que nous vous recommandons pour des tensions d’alimentation supérieures à 6S.
Appairage de la télécommande au récepteur :
Cas de la GT3X par exemple :
Se référer au manuel, typiquement on doit positionner un cavalier sur une fiche du Rx, alimenter le Rx (qui est donc allumé), puis maintenir un switch (BIND) sur la télécommande tout en allumant celle -ci …………….et zou c ‘est réglé en une fraction de seconde.
Connecter récepteur et ESC :
Dans le cas d’utilisation d’un système radio venant du monde du modélisme voiture, le canal des gaz est le 2 (Channel 2), en avion c’est le channel 3.
Donc nous connecterons la fiche « Futaba » venant de l’ESC, au channel 2 du récepteur, en prenant soin du sens d’insertion (détrompeur).
Sur la GT3, le channel 2 doit être configuré au niveau de la télécommande en mode « reverse », sur la GT2B c’est en mode « Normal »,c’est comme çà je ne sais pourquoi !!!
Pour le canal des gaz comme pour le mode reverse ou normal, le mode d’emploi de votre matériel est à considérer avant nos conseils évidemment…..
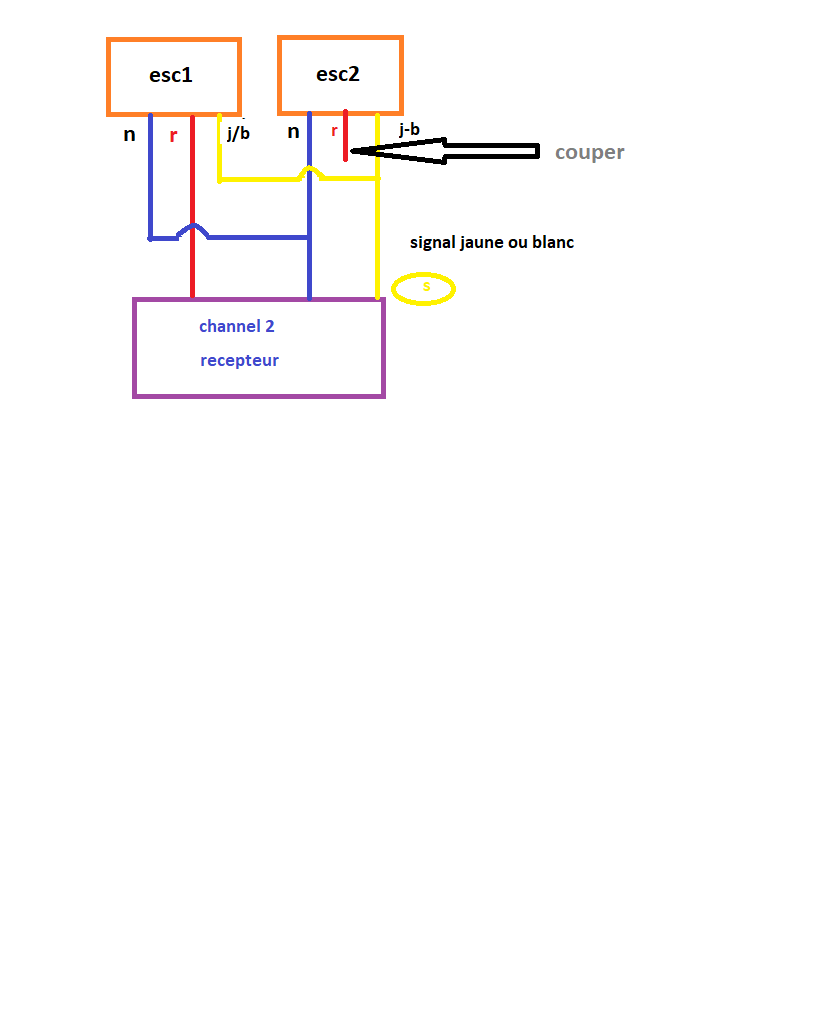
Cas de 2 ESC ou plus, branchés sur le même canal :
Si les ESC possèdent un BEC, il est nécessaire de n’utiliser qu’un seul des BEC disponibles afin de ne pas créer une pagaille électrique revenant à brancher plusieurs générateurs ensemble.
Pour ce faire, on utilise un câble parallèle dit « Y » qui va permettre à chaque ESC de recevoir l’info du Rx, seulement on aura pris soin de déconnecter le fil rouge (+5V) de toutes les fiches des ESC sauf un. (on garde le rouge de la fiche Rx bien entendu)
Failsafe :
Le failsafe, comme son nom l’indique, est une sécurité du récepteur en cas de problème, que l’on peut activer ou non.
Cette sécurité agit de la manière suivante : si le récepteur ne reçoit pas d’informations , ou pas d’informations cohérentes de la part de la télécommande, il se met en sécurité, ce qui a pour effet d’envoyer un signal que vous aurez programmé avant, sur ses sorties.
Il est particulièrement utile, et même nécessaire selon nous, à savoir que si la liaison avec la télécommande est rompue, nous configurerons le failsafe pour qu’il envoit une info de type neutre ou freinage très léger à l’ESC.
Il faut vous référer au manuel de votre télécommande pour activer et paramétrer le failsafe; il s’agit souvent d’un micro-interrupteur présent sur le récepteur sur lequel on appuie une fois, on positionne la télécommande en position requise (gâchette au neutre ou freinage super light) puis on appuie de nouveau sur le micro-switch……..failsafe paramétré.
Calibrage des ESC :
En général, les ESC nécessitent un calibrage pour fonctionner correctement, c’est à dire qu’on lance une séquence « d’apprentissage » durant laquelle l’esc va nous demander de mettre la gâchette de la télécommande au neutre, puis plein gaz, puis freinage max, afin d’enregistrer les paramètres extrêmes que peut générer votre télécommande.
Cette étape est primordiale pour éviter toute zone « morte » sur la gâchette et bénéficier de 100% de l’amplitude avec un neutre fiable.
Sens de rotation du moteur Brushless :
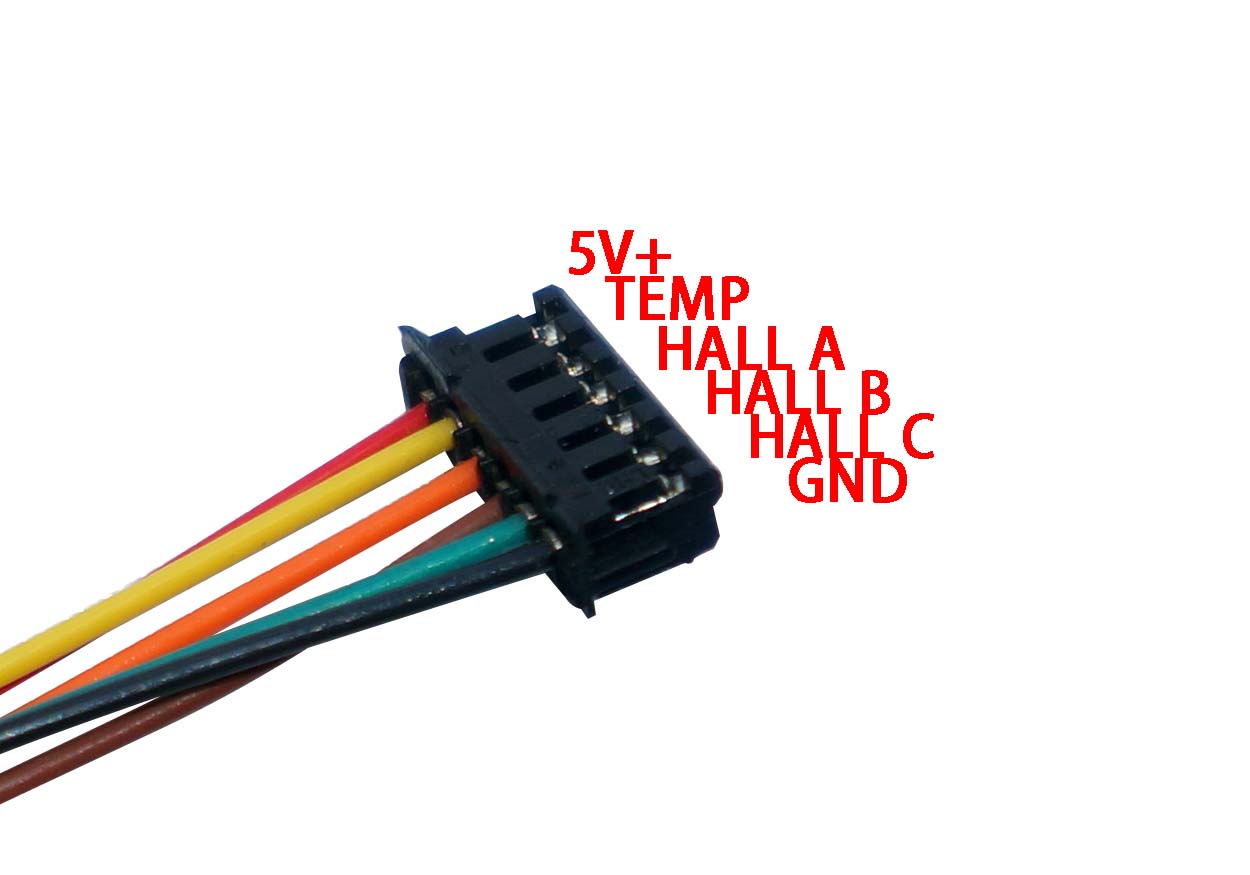
Un brushless possède 3 fils , plus une nappe avec un connecteur dans le cas d’un sensored.
Mode sensorless :
Si vous souhaitez fonctionner en sensorless, branchez n’importe comment les 3 fils moteurs à l’esc puis testez.
Si le sens de rotation ne vous convient pas, il vous reste à intervertir 2 fils sur les 3, au pif, et le tour est joué, c’est easy et sans risque.
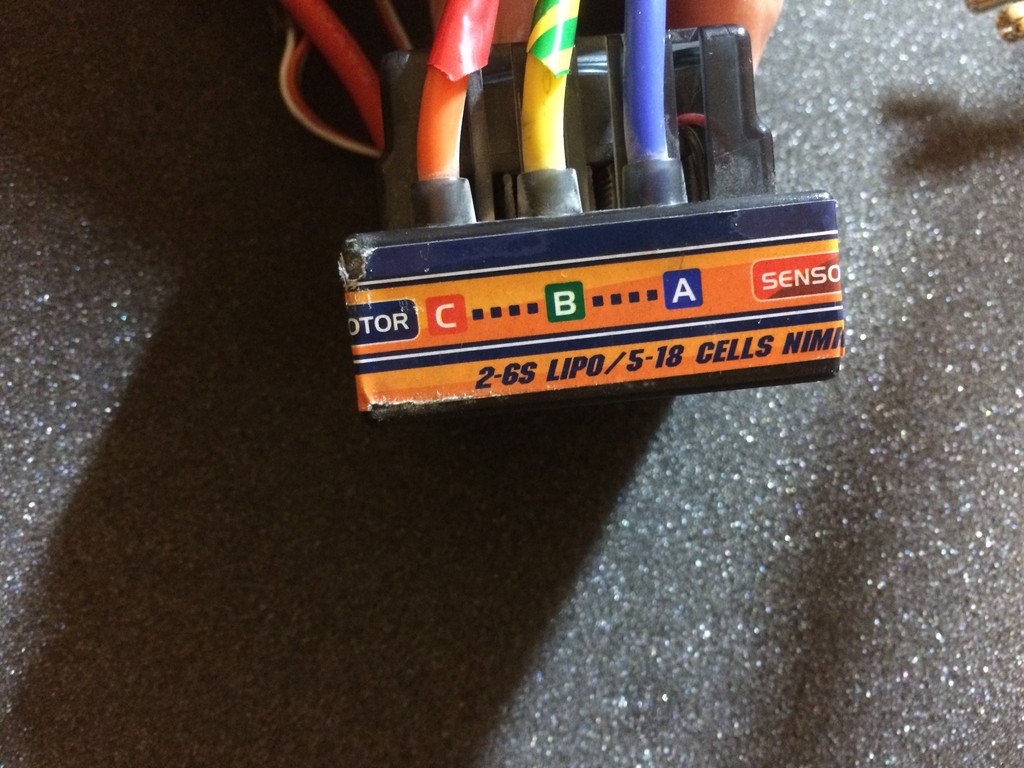
Mode sensored :
Alors là, pas de bêtises sinon ………..moteur et/ou esc = poubelle
1Vous connectez la nappe de fils « sensor plug » au port sensor de l’ESC, un détrompeur est censé vous éviter toute bêtise.
2Vous connaissez les phases A,B,C de votre moteur car c’est un Overion et on a repéré cela pour vous 🙂 , il ne vous reste qu’à connecter le fil phase A du moteur avec la sortie phase A de l’esc, idem pour B et C.
Testez avec 10-15% de gaz max et si çà démarre pas ne forcez pas, surtout pas, appelez le SAV, un ami , ou demandez au public!!
3Votre moteur fonctionne enfin en sensored et c’est du bonheur, sauf qu’il tourne pas dans le bon sens………. seule solution : configurer le sens de rotation en paramétrant l’ESC avec sa petite carte de programmation et/ou son superlogiciel qui veut pas s’installer sur votre PC :-), auquel cas, changez de PC 🙂
Le sens du moteur en sensored ne peut être efficacement géré que de cette façon, une autre méthode (mécanique) consiste à trouver une autre combinaison des phases moteurs avec les phases ESC, mais ce n’est pas l’idéal, voir nos commentaires sur les moteurs OVERION et le test sensored vs sensorless.
Remarque : vous pouvez tester le moteur en mode sensorless si vous voulez être sûr qu’il fonctionne, auquel cas ne pas brancher la nappe de fils des sensors et appliquer la méthode sensorless.
Cet article est voué à évoluer régulièrement, car pas facile de synthétiser autant d’infos sans faire un roman, chaque élément pouvant à lui seul mériter une dizaine de pages !!!
Préambule :
Transformer un Mountainboard en Mountainboard électrique (e-MTB) requiert un certain nombre de compétences et notions, rien d’inaccessible, mais beaucoup de précautions car vous allez manipuler des batteries capables de déclencher un incendie et vous électriser.
Enfin, ayez toujours à l’esprit que c’est vous qui serez sur la board et que le moindre dysfonctionnement à plus de 20 kmh aura des conséquences sur votre intégrité physique et/ou celle des autres.
En celà, nous considérons qu’il est essentiel d’attacher une attention poussée à la fiabilité de vos pièces, montage et configuration, et d’en vérifier la parfaite intégrité avant et après chaque session.
Attaquons maintenant le coeur du sujet : Que me faut-il pour motoriser mon Mountainboard ?
Il nous faut, au minimum :
1 moteur puissant (idéalement un gros brushless de diamètre 63mm, sensored c’est mieux, faible Kv pour gros couple de démarrage), en version cheap un brushless 63mm de chez hobbyking fera l’affaire, faudra juste donner un coup de rein au démarrage .
Système mécanique de montage du moteur (dit motor mount) solidement fixé au truck, avec système de réglage de tension de chaîne-courroie
Système de transmission (pignon moteur-chaîne/courroie-couronne)
Variateur électronique de vitesse (communément appelé ESC pour Electronic Speed Controler), 1 par moteur
Système de commande du variateur électronique (habituellement système radio de type modélisme)
Batterie (Lithium polymère, lithium ion etc..)
Chargeur équilibreur pour la recharge spécifique de chaque technologie de batterie
Remarque : il vous faut des jantes permettant de fixer la couronne, et il vous faut un motor mount qui pourra se fixer solidement sur votre truck, en général les couronnes sont percées spécifiquement pour un type de jante, et les motor mounts sont spécifiques à un type de truck.
Cette combinaison truck-jante-motor mount-rapport de transmission, déterminera la longueur de chaîne nécessaire ainsi que l’écartement entre la jante et la couronne.
La compatibilité de systèmes mécaniques issus de fournisseurs différents est donc loin d’être acquise, de même que la compatibilité entre les différentes prises électriques, soyez vigilants car cela devient vite pénible.
Conseils Overion concernant le matériel :
Comme vous pouvez le constater sur le site nous commercialisons différents éléments permettant de motoriser son mountainboard et nous vendons également des e-MTB complets, le plus souvent résultant de commandes sur-mesure.
Cependant nous tenons à conserver toute objectivité sur les éléments que vous pourrez acquérir auprès d’autres fournisseurs tant que ceux-ci nous semblent « safe ».
Moteurs :
Nous conseillons les moteurs de diamètre 63mm qui sont suffisamment coupleux pour un mountainboard, le plus faible kv (RPM/Volt/min) vous donnera le plus gros couple (primordial pour les démarrages en tout terrain engagé, le sensored vous donnera une souplesse de fonctionnement et un démarrage sans à coups incomparables.
Si vous optez pour un moteur à fort KV , il vous faudra démultiplier davantage, ce qui vous imposera de passer sur une petite norme de chaîne, moins solide.
Moteurs-mounts :
Nous vous conseillons d’opter pour un moteur mount spécifique à vos trucks, en métal, et qui épouse parfaitement la forme du truck, avec plusieurs points de serrage.
Nos moteurs-mounts sont vendus en 2 parties : le truck mount + le motor mount.
Transmission :
Nous vous conseillons une transmission par chaîne, la courroie étant à réserver à des applications non tout terrain (avez-vous déjà vu une motocross à courroie?), et à éviter en direct moteur sans pignon intermédiaire.
Variateur électronique :
Vous voulez du sûr, qui fonctionne directement, sans prise de tête, et qui ne vous lâchera pas : ESC Hobbyking Trackstar 150A gen2.
Ces ESC sont limités à du 6S Lipo en alimentation, mais ils sont sûrs et à un prix accessible.
Regardez sur les forums les soucis rencontrés par les uns et les autres avec les VESC, et autres ESC 12S ………………..à réserver aux connaisseurs aguerris.
Pour info, nous testons toujours des ESC acceptant du 12S Lipo, et n’avons toujours pas trouvé la perle rare.
Quoiqu’il en soit, pour des Moteurs Overion, par exemple, si vous voulez en tirer toute la puissance, il vous faudra un ESC capable de sortir du 12S sous 65A.
Batteries :
Lithium polymère ou lithium ion, affaire de choix, le lithium polymère est plus accessible et plus performant en capacité de charge et de décharge, le lithium ion permet de se configurer sa propre batterie et, de fait, d’épouser une géométrie à votre convenance.
Idéalement il vous faudra une batterie pouvant délivrer la tension max acceptée par votre moteur afin que celui-ci puisse délivrer toute sa puissance, à privilégier donc si votre ESC, chargeur etc le permettent, les difficultés arrivant en montant en tension, de même que le budget.
Rester en 6S sera souvent plus raisonnable, les performances étant déjà excellentes avec un setup optimisé.
De 6S à 8S (éléments en série), les chargeurs équilibreurs sont accessibles, en 12S c’est hors de prix………
Dans le cas de plus de 8S, et pour des raisons d’économie, les constructeurs utilisent souvent des BMS (battery management system), circuits électroniques embarqués ou non, qui font office d’équilibreur et permettent d’équilibrer une batterie 12S par exemple, ce qui permet de se confectionner un chargeur équilibreur 12S pour 50€……………attention, ce sont typiquement les BMS « cheap » qui entrainent un défaut de charge des batteries à l’origine d’incendies, quand ce n’est pas le BMS lui-même qui part en fumée.
Notre choix : un chargeur équilibreur de qualité, compatible 220V, capable de charger en 6S à plus de 10A, quitte à charger en 2 fois dans le cas d’une batterie 12S qui serait composée de 2X6S en série.
Télécommandes :
Les télécommandes RC (type GT2B, GT3X etc) sont de très bons produits, fiables et robustes, évitez à tout prix les systèmes bluetooth, wifi et autres systèmes brouillables et de faible portée.
Imaginez un brouillage qui donne une info de freinage fort alors que vous êtes pleine balle………………….vous aurez le temps de réfléchir à votre futur setup en attendant votre tour aux urgences!!
Beaucoup rencontrent des difficultés pour Installer correctement le logiciel permettant de configurer par PC les ESC Trackstar 150A Gen2, notamment utilisés dans les Mountainboards électriques Overion.
Aussi, nous vous mettons ici à disposition le programme source que vous pouvez télécharger, ainsi que le lien Web au cas où…
Boîtier de programmation par PC, câble USB mini, et câble spécifique type rallonge futaba.
Procédure :
Télécharger le fichier sous le répertoire de votre choix
Ouvrir le dossier en cliquant 2 fois dessus, il apparaît 3 fichiers dont 1 fichier exécutable nommé « TU USB link v2.06 »
Cliquer sur le dossier 2 fois et choisir « extraire tout »
Connecter le boitier de programmation à l’ESC et au PC
Ouvrir le fichier « Software V2.06 OK » en cliquant 2 fois.
Pour la suite c’est plutôt intuitif :-), on peut aisément changer la courbe de gaz, de freinage, y ajouter des points etc etc, nommer et enregistrer la config puis l’injecter dans un autre esc, ou envoyer sa config perso sur un forum pour les petits copains 🙂
Un moteur brushless sensored (avec capteurs) ne peut correctement fonctionner qu’à la condition que ses fils (qui représentent chacun une phase) soient correctement câblés avec le contrôleur électronique, aussi il faut connaître les phases du moteur afin de pouvoir le faire fonctionner correctement.
Notons au passage qu’un moteur sensored fonctionnera en sensorless si le câble des capteurs n’est pas branché ou défectueux.
La plupart des contrôleurs nomment les phases moteurs A, B et C et leur attribuent une couleur , néanmoins cela n’est pas toujours ainsi et il faut parfois refaire la procédure, il faut croire que les constructeurs de contrôleurs électronique n’ont pas envie de nous faciliter la tache. Donc même un moteur à phases repérées (ce que nous faisons sur les Overion pour les tester avant envoi) peut nécessiter de refaire la procédure pour un contrôleur lambda, rassurez-vous rien de compliqué juste quelques précautions à prendre et une dizaine de minutes.
Matériel nécessaire :
Alimentation avec affichage ou alimentation et multimètre en série (ampèremètre) et mauvaise idée de remplacer l’alim par une lipo qui traîne…
Contrôleur (ESC)
Radio et récepteur ou tout autre moyen de contrôle précis de l’esc (oubliez votre servo testeur…)
Le moteur à tester, feuille, crayon, scotch de couleur ou tout autre moyen de repérage des câbles
Etapes :
1Fixation du moteur sur un support pour le test
2On branche tout : alim, esc, récepteur, câble sensor, et câbles moteurs au hasard après avoir par exemple mis un scotch dessus (un différent par fil)
3Impératif : – On va limiter l’intensité de l’alim pour ne pas cramer le moteur, genre 1A et 8,5V (équivalent 2S lipo) , on va aussi limiter le dual rate de la télécommande genre les gaz à fond ne donneront que 20% de la puissance
4On passe aux tests, feuille de papier et crayon, on va tester toutes les combinaisons possibles entre les câbles moteurs et ceux de l’esc, ce qui fait 6 combinaisons.
Normalement, le moteur vibre ou donne des à coups lorsque la combinaison est inappropriée, s’il ne démarre pas direct au quart de tour, surtout ne pas insister et ne pas perdre de vue que le risque c’est un moteur à la poubelle donc relax sur la gâchette 🙂
Finalement, eurêka on trouve une combinaison qui fonctionne et on se surprend à écouter la mélodieuse fréquence des microbips que l’on ne connait pas en sensorless.
Là c’est le moment de noter le sens de direction du moteur, et surtout sa conso max (intensité), à 30% des gaz par exemple.
5On continue jusqu’à trouver l’autre combinaison qui fonctionne, pour le coup le moteur tourne en sens opposé, et même chose on note sa conso à fond, évidemment au même % de gaz que la combinaison précédente.
6Théoriquement la conso devrait être égale pour les 2 combinaisons qui fonctionnent, mais dans les faits c’est rarement le cas (sans doute la position non parfaite des capteurs) aussi vous retiendrez la combinaison pour laquelle la consommation (intensité) est la plus faible, c’est à dire le meilleur rendement.
Si jamais la conso est égale sur les 2 combinaisons, et bien vous avez affaire à un moteur de très bonne facture et il ne vous reste plus qu’à augmenter le dual rate pour amplifier le delta d’intensité (en général, çà n’avance pas à grand chose) et surtout à écouter votre moteur et percevoir dans quel cas il vous semble tourner de la façon la plus fluide, et atteindre la plus haute vitesse de rotation.
Il ne vous reste plus qu’à noter A, B, C sur les fils moteurs correspondants.
7Le sens de rotation du moteur sera à régler dans le soft de l’esc, on ne touche plus au câblage.
Remarque :
Les prises sensor sont normalisées, ce qui signifie que les connecteurs peuvent s’insérer directement dans les ESC.
Néanmoins (et comme toujours), il existe des cas particuliers, et pour le coup je vous laisse deviner : il va falloir tester toutes les combinaisons possibles en intervertissant les 3 pins de la prise sensor et les 3 câbles moteurs, soit 36 combinaisons…