Vous trouverez ici, en télechargement direct, différentes versions de VESCtool ainsi que les firmwares pour différents Vesc Spinted V2 75/100, Maker X et Focbox Unity/Tenka, et aussi le driver de base (STM32) pour votre PC, à installer en premier si votre PC ne parvient pas à se connecter au VESC.
La règle consiste à utiliser la version de VESCTool qui possède le même numéro que votre firmware (exemple :Vesctool 6.02 pour Fw 6.2), sinon vous serez en mode « limité » et vos modifications ne seront pas enregistrées (erreur standard de débutant qui ne vérifie pas le bon enregistrement de ses paramètres)
Vous trouverez aussi le logiciel de programmation des focbox Unity (ne pas utiliser VescTool)
A vous de jouer le but de ces liens et de vous éviter les difficultés inutiles de recherche.
La configuration finale des VESC appartient toujours à l’utilisateur et il vous faut chercher- tester pour voir si la version de vesctool convient à votre firmware, et lui-même, au type de vesc que vous utilisez.
Nous n’assurons pas que ces versions soient les plus récentes
Vous pourrez partager votre expérience, apporter votre contribution , découvrir des astuces, voir les dernières nouveautés, les prototypages, être dans les « bons plans », soumettre vos idées d’amélioration de nos produits etc…
C’est aussi un bon moyen de voir si d’autres riders sont à proximité de chez vous et ainsi avoir un vrai retour d’expérience quitte à leur demander à voir leurs mountainboards etc….
Pour nous l’important c’est avant tout que les passionnés puissent s’exprimer librement et sans censure et ainsi apporter leur contribution objective, dans une ambiance chaleureuse 🙂
L’automne est la saison propice aux projets car l’activité est fortement diminuée , et donc c’est un temps que je tente de mettre à profit pour le côté « Recherche et Développement »
Il s’agit de tenter de nouveaux process, d’essayer de réaliser de nouvelles pièces etc…… évoluer tout simplement puis proposer à la vente le fruit du travail si les développements ont abouti.
Ce post va donc être suivi et je vais m’employer à y partager le cheminement et la progression d’essais de création d’un dessus de speedbox (capot) entièrement réalisé en carbone forgé sachant que mon expérience avec les matériaux composites est très faible.
Par le passé j’ai réalisé quelques stratifications en carbone tressé+aramide (kevlar) afin de réaliser des boîtiers du modèle de e-mtb Ultimate mais le projet fut abandonné car le coût et le temps de travail pour la réalisation d’un capot rendait l’opération horriblement fastidieuse pour un intérêt minime hormis esthétique, nous étions au printemps 2018……J’ai conservé tout mes produits et tissus composites de l’époque dans un coin du garage, on verra bien ce que çà vaut toute façon il s’agit de tests et je ne crois pas, par expérience, en une réussite avant un certain nombre d’essais -> comme la cuisine, le développement et la maîtrise d’un process ne se font que par l’expérience résultant d’itérations successives, patience et détermination, un pas en avant, deux pas en arrière comme dirait mon ancien boss (Manu tu te reconnais? )
Je me questionnais sur les pièces complexes en carbone forgé, car en stratification habituelle, les formes complexes sont extrêmement difficiles, voir impossibles à réaliser.
La technique du carbone forgé semble prometteuse, car à première vue simple, efficace et répétable puisqu’il s’agit de remplir un moule d’un mélange de résine époxy et de morceaux de carbone de petite dimension, on presse et c’est terminé, plus qu’à attendre polymérisation puis démoulage , découpe des dépouilles éventuelles et la pièce est là, parfaitement conforme au moule.
Donc je me suis dit qu’un capot de speedbox devrait être assez simple à réaliser en carbone forgé moyennant un moule bien pensé et bien réalisé->avec un peu d’expérience les pièces pourraient peut être sans doute sortir sans nécessité de reprise ultérieure……..j’imagine que dans l’industrie ils ne passent pas leur temps à poncer puis vernir des pièces sorties de moule !!
Donc l’idée du type comme moi qui veut faire simple et efficace et qui pense que l’IA est son ami est de questionner ChatGPT sur le sujet du carbone forgé afin de confronter mes idées et feeling à son omniscience -> je reviendrai là dessus un certain nombre de fois car bosser avec l’IA comme collaborateur c’est un peu mettre en application les principes comme :
Les promesses n’engagent que ceux qui les croient
Les conseilleurs ne sont pas les payeurs
Je pense que vous voyez déjà où je veux en venir.
Je précise que je commence ce post après une bonne douzaine d’essais et que je ne suis pas au bout de mes peines ni certain d’obtenir un résultat à la hauteur de mes attentes, donc c’est une histoire à suivre que je vais alimenter au fil de mes développements .
Je tiens d’emblée à dire que ce post n’est pas là pour casser du sucre sur les tutos existants mais simplement pour renseigner et suivre intellectuellement le chemin de création d’un process. En effet, nombre de vidéos montrent des résultats flatteurs de pièces réalisées en DIY, mais le temps passé à poncer, vernir, reponcer, combler les manques, revernir, reponcer, re-vernir, reponcer, polisher etc n’est jamais mentionné mais sachez que c’est juste un temps incroyable et des consommables à n’en plus finir entre les tissus d’absorption, d’arrachage, plastiques d’étanchéité sous vide, joints, pinceaux, rouleaux, gobelets, mélangeurs, produits chimique en tous genres, agents nettoyants, démoulants, solvants, top coat, clear coat, gelcoat etc etc sachant que les ustensiles touchant la résine sont à usage unique et que les produits chimiques sont périmés après 6mois voir 24-48h pour une bombe de verinssage epoxy-> le tuto de 10mn sur youtube hypersimple…….. vous voyez ce que je veux dire 🙂
Et pour vous refroidir un peu plus, la fibre de carbone microscopique est toxique pour vos poumons (cancérigène rien que çà) et la résine epoxy est également toxique, donc masque à cartouche obligatoire, espace aéré et aspirateur de rigueur -> sympa les conditions de travail.
Résultat : un produit hyper cher et rare, une coque de rétroviseur automobile en carbone forgé c’est 200-300€ dans le commerce par exemple.
Je pense qu’il est possible de faire aussi bien voir mieux, plus simplement et moins cher tout en limitant les déchets, cependant toute réalisation à base d’époxy est une gabegie environnementale car non recyclable et il est important que le consommateur le sache car les influenceurs s’extasient souvent sur le carbone comme des fashion victims en omettant l’objectivité de l’utilité et de la durabilité du produit -> désolé de casser le mythe mais ce qui est beau est cher n’est pas forcément le meilleur choix
Top Départ
Alors pour commencer, j’ai regardé différents tutos sur le carbone forgé sur Youtube, la plupart étant réalisés par des boutiques ou par des pros, quelques amateurs en diy mais je suis moins fan car l’idée n’est pas de réaliser une seule pièce et d’y passer ma vie…….. mais de trouver le meilleur process.
En clair, je souhaite obtenir idéalement une pièce commercialisable en sortie de moule moyennant un ébavurage des contours, et biensûr une répétabilité sans prise de tête de sorte qu’au besoin je puisse avoir plusieurs moules identiques et dédier un moment pour réaliser plusieurs pièces simultanément.
Un capot de speedbox actuel c’est aujourd’hui une plaque plate d’aluminium 7075, d’environ 20cmx15cmx2mm d’épaisseur avec le logo overion gravé en profondeur , et 6 trous de diamètre 4.2mm pour la fixation. La finition standard est un ponçage simple pour un aspect métal homogène traditionnel, gravures-polissage -anodisation ou covering à poser, sur demande.
Le plus simple et le moins cher niveau esthétique c’est tout simplement le covering qui donne un super rendu moyennant un peu d’habileté au cutter et qui est remplaçable à l’infini, mais qui ne trompe personne.
Le carbone forgé c’est quoi ?
Le carbone forgé est une appellation trompeuse car il n’y a pas de forgeage, c’est en fait un carbone obtenu par moulage, par opposition au stratifié (superposition de couches)
Carbone forgé (forged carbon)
Définition Matériau composite constitué de fibres de carbone courtes ou hachées, mélangées à une résine (souvent époxy), puis mises en forme par compression à chaud dans un moule.
Intérêt
Très bon rapport résistance / poids
Liberté de formes (contrairement au carbone tissé)
Aspect esthétique marbré distinctif
Coûts et temps de production réduits pour des pièces complexes
Réalisation (principe)
Découpe de fibres de carbone courtes
Mélange avec résine
Dépôt dans un moule
Compression à haute pression et température
Démoulage et finitions éventuelles
Utilisé surtout en automobile, horlogerie, sport et luxe, lorsque performance et design sont recherchés.
Donc j’ai décidé d’utiliser des fibres de carbone hachées de 6mm de long et de la résine époxy ainsi que l’essentiel : le moule en deux parties conçu et réalisé par moi-même biensûr.
Concept 1.0 :
Je me suis dit tranquille on va tester simplement : je vais me faire un moule en deux parties (dessus-dessous) avec un évent pour l’exsudat de résine, j’insèrerai mes fibrettes de carbone, je coulerai l’époxy, je fermerai par vissage les 2 coques puis j’attendrai la polymerisation (24h) moyennant une mise sous vide pour éviter les bulles dans l’époxy, évent vers le haut (moule posé sur la tranche) : avec une surface non adherente à l’epoxy et un excès d’époxy, çà devrait le faire.
Le plastique PEHD (polyéthylene haute densité) n’adhère pas à l’époxy et son usinabilité est aisée bien que l’état de surface parfait soit quasi impossible à obtenir, je me suis dit on tente, j’usine mes 2 coques de 10mm d’épaisseur chacune, et j’y mets des inserts filetés M6 pour pouvoir presser l’ensemble aussi fort que je le souhaite.
Je réalise un brillantage de surface du moule par ponçage, polish puis application de cire de demoulage (tr104)
Je procède au process et voici les impressions du mec qui découvre :
Je me rends compte que le volume de fibrettes carbone à insérer dans le moule est genre 5 à 10 fois supérieur au volume du moule, misère çà va dégorger de partout au serrage!!! ok je ferme et je visse->l’évent vomit une mélasse de carbone et époxy, j’espère qu’il en restera dans le moule, je m’inquiete de la mise sous vide dans ma cloche, va falloir être léger sur la dépression (-0.3bar) sinon les bulles vont chasser toute la matière hors du moule!!
Me voici donc plein de questions et parti pour de longues discussions avec ChatGPT qui me cire les pompes à chaque début de phrase, quel faux cul celui-là , allez hop j’exige qu’il arrête son hypocrisie de début de réponse et qu’il aille droit au but 🙂
En observant le moule pendant la polymérisation (réaction exothermique qui génére une bonne chaleur) je m’aperçois que celui si se bombe, chaleur et contraintes le tordent, le capot ne sera pas plat mais bombé çà c’est sûr…….va falloir remédier à celà, je note .
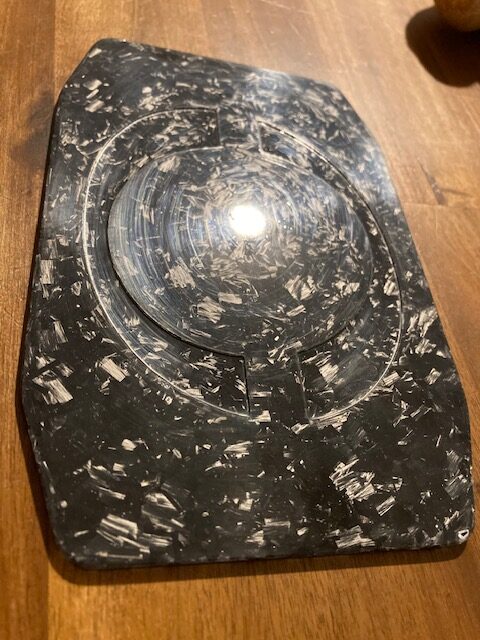
Voici le moule après ouverture avec la pièce dedans puis le moule une fois la pièce extraite qui est venue toute seule.
Très satisfait de ce premier jet car la pièce présente un aspect sympa malgré plein de bulles et un manque de carbone par endroit visible par transparence à la lumière, le logo est un point problématique mais çà je m’en doutais, tout comme les tétons servant à réaliser les trous de la pièce.
Et la pièce est bombée, le moule tordu est fichu ( quelques jours de travail )
A vrai dire ce qui m’inquiète le plus à ce stade c’est de constater que certaines fibres n’ont pas été imprégnées de résine et qu’il y a un manque partiel de matière par endroits alors que j’ai été très pointilleux lors de la disposition des fibres et que le moule en a recraché une quantité importante : çà signifie qu’elles ont été chassées à l’extérieur et que d’autres ont refusé de s’ imprégner de résine.
Moule 2.0
Je décide alors de concevoir un nouveau moule , de nouveau en PEHD 15mm mais avec 5mm d’aluminium vissé de chaque coté pour empêcher les déformations; et cette fois le moule aura des évents plus fins disposés sur 3 tranches, pour empêcher le carbone de foutre le camp, tout en permettant un débullage optimal.
C’est reparti pour un tour et Chat GPT me conseille d’utiliser une cire démoulante en aérosol , très pratique et facile à utiliser -> ok j’achète même si je ne vois pas trop l’intérêt pour résoudre mes soucis, je sais par contre que je vais gagner beaucoup de temps car appliquer 6-8 couches de démoulant en cire solide qu’il faut lustrer après 60mn et la couche suivante , c’est juste super long et à refaire partiellement après chaque pièce.
Nouveaux tests avec ce nouveau moule : çà se passe beaucoup mieux, aucune déformation ni pièce bombée par contre je n’arrive pas à avoir un état de surface sans bulles et il y a souvent des fibres non imprégnées de résine, parfois carrément une zone complète, çà commence à me gonfler car c’est beaucoup de travail et les résultats sont pires qu’au début……..
Voici un des meilleurs résultats : on voit du picking (des bulles, des trous) et de toute façon il manque un vernissage à la pièce.
Donc j’ai mélangé fibres et epoxy dégazée dans un gobelet puis j’ai appliqué dans lemoule ciré à la bombe (2 couches).
J’en ai pas parlé mais le mélange epoxy et fibres produit une mélasse de cheveux hyper collants et visqueux de consistence très épaisse, c’est vraiment miséreux à manipuler et à répartir, çà colle à tout, on en perd une tonne et on s’en met partout, franchement je connais rien d’aussi foireux à manipuler et encore à appliquer avec soin 🙁
Je tente alors, sur la demi douzaine de pièces réalisées, un ponçage suivi d’un glaçage epoxy (un vernissage en somme) au mini rouleau à laquer avec une epoxy bien liquide. Je ponce soigneusement du grain 120 au 400 puis eau savonneuse, puis alcool isopropylique puis acétone avant l’epoxy.
Le résultat semble top mais au bout de 10mn je m’aperçois que l’epoxy n’adhere pas et secomporte de façon repulsive à la pièce , comme de l’eau sur du plastique et là c’est la cata car c’est irrécupérable à moins d’y passer 2 vies !!
Le début d’une nouvelle réflexion !!
Mon ami Chat GPT semble sécher sur mes problèmes et se répète, je commence à douter de lui et ses conseils me font perdre du temps car à chaque fois il me conseille et me rassure puis je fonce dans le mur et çà me démotive d’autant que résine et carbone coûtent une fortune, genre 10-15€ de consommables par test sans compter le moule.
Cependant je commence à comprendre un élément hyper important pourtant essentiel en chimie : l’affinité des molécules entre elles……..
Ma résine apprécie-t-elle mes fibres de carbone? Normalement oui si elles sont propres
Ma résine apprécie t elle le PEHD ?La réponse est NONlorsque celui-ci est ciré * (notez bien dans un coin cette réflexion)
J’avoue que c’est un peu la douche froide mais, 2 pas en arrière un pas en avant, je tiens quelquechose avec cette histoire d’affinités.
Moule 3.0
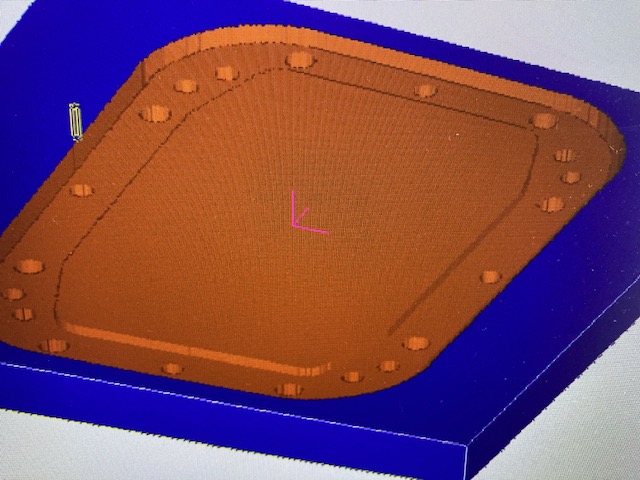
Donc je décide, contre l’avis de l’IA, de revenir à mes bonnes habitudes : un moule 100% alu 7075 poli miroir -> là je sais que la résine accroche et en terme de finition çà devrait sortir perfect de chez perfect, le problème sera le démoulage : ne pas endommager la pièce ni le moule 🙂
Donc je prévois dans le moule des filetages pour pousser les coques puis les dépouilles de la pièces au niveau des évents afin de démouler plus facilement sans avoir à passer une lame et/ou taper comme un sourd !!
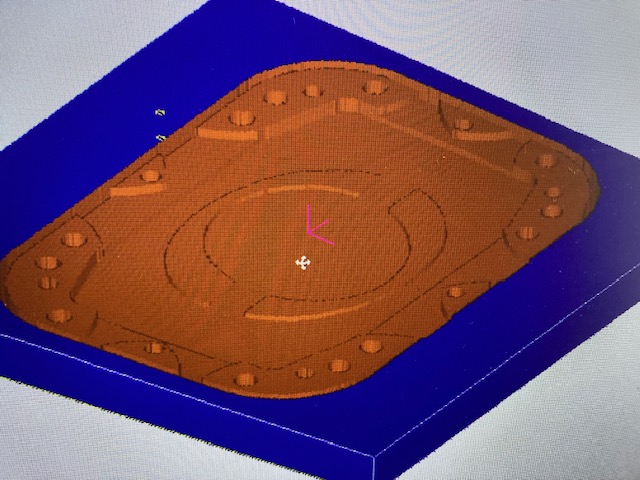
Pour faciliter le polissage pénible de la coque avec motif je decide de réaliser un moule en 2 parties mais composé de 3 pièces, l’intermédiaire pouvant au passage être changée pour modifier l’épaisseur de la pièce et les events.
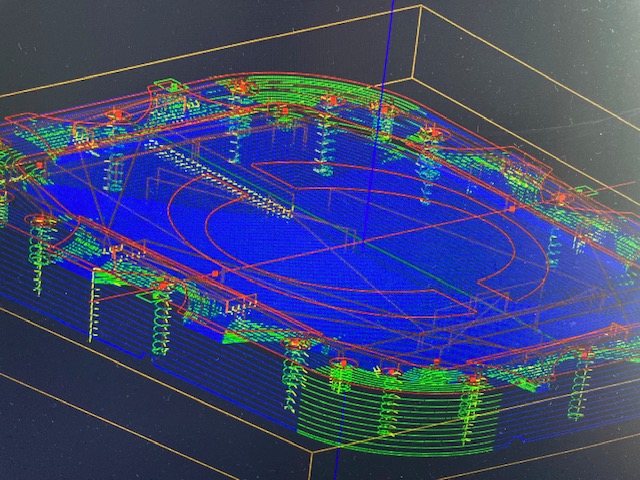
Photos du polissage en cours puis du moule ready to work 🙂
Après réflexion et ne voulant pas risquer de ruiner ce superbe travail super pénible de polissage par un moule collé pour l’éternité avec un fossile de speedbox inside, je me résigne à utiliser l’agent démoulant cire en spray (j’ai aussi du PVA mais pas encore testé)
Allez c’est parti première tentative !!
Process 2.0
Raz le bol du mélange horrible fibre+ résine, je décide changer de process pour un truc plus clean , on verra bien, et donc je coule de l’epoxy dégazée, des fibrettes propre que je dsaupoudre, re-époxy-, re-fibrettes etc , je stratifie dans mon moule en quelque sorte mais sans rien toucher ni avec les doigts ni avec un instrument, juste je repousse dans le moule les fibrettes tombées sur les bords de celui-ci.
Tant qu’à faire, et ayant 2 moules à disposition je remplis les 2 , le moule 3.0 et le 2.0, après les avoir ciré à la bombe.
Ci-dessous les 2 moules pendant la coulée : résine-fibrettes-remplissage maximum de fibrettes puis résine et on referme
Allez zou on démoule ce premier test avec le moule 3.0 :
Oh purée la totale loose, pourtant plein de résine est sortie pas les events et portant le temps de prise fut de plusieurs heures en dégazage à -0.3bars, donc la résine est restée plusieurs heures liquide et avait largement le temps d’infuser toutes les fibres de carbone , c’est à n’y rien comprendre 🙁
J’en ai marre, je vais passer mes nerfs sur l’IA et lui dire que décidément elle ferait bien d’expérimenter avant de se la raconter 🙂
Démoulons quand même toute la pièce pour voir le côté le plus delicat du logo mais toute façon ce sera direction poubelle vu le dos de la pièce….
Le résultat côté logo est pas mal mais gras à cause de la cire en spray, il ne reflète pas du tout le poli miroir du moule, là c’est pas cool….
Réflexion :
C’est de pire en pire , j’en suis à une douzaine de test mais je ne suis pas décider à lâcher l’affaire car j’ai encore des pistes à explorer.
Alors reprenons cette histoire de fibres non imprégnées, que s’est il passé? J’ai une hypothèse qui m’arrangerait bien si elle s’avérait exacte alors on va creuser en ce sens :
La cire de démoulage fonctionne par non adhérence de la résine en créant une barriere étanche donc en toute logique les fibres au contact de celle ci ne peuvent s’imprégner de résine, idem si elles ont été contaminée par la cire non dure pulvérisée en spray. Et puis la pièce finie comporte forcément de la cire en surface et dans les petits trous, bulles etc qu on ne peut donc pas retirer à 100% et donc ces manques ne peuvent pas être comblés comme il faudrait et celà explique la situation du vernissage qui déperlait.
Yes alors je dégage le démoulant et théoriquement ce sera fini les manques de résine en suface, la misère de vernissage et la finition mate en sortie de moule. Inconvénient majeur : le démoulage
Process 3.0
Alors ce coup là on va carrément à l’encontre des conseils de l’IA et de tout ce que j’ai vu et lu sur le web -> on va tenter :
– Moule alu poli miroir
– Pas de démoulant d’aucune sorte, moule nettoyé au savon puis à l’alcool IP
– Pas de mélange résine et fibres, juste une dépose en couches successives, quantité de 65g de résine et environ 40g de fibres (je fais çà à l’oeil)
Je risque de ne pas pouvoir démouler mais bon j’ai envie de tenter le coup, l’IA me dit d’anodiser l’alu mais je sais par experience qu’un alu anodisé ne peut être poli , en fait il faudrait le chromer mais çà c’est impossible en DIY.
Je fais le test et comme il était prévisible, je galère au démoulage, pas de problème sur la face arriere avec mon système de vis de démoulage mais alors pour la partie avant avec le logo c ‘est une galère d’autant que de la résine demeure sur le moule et je n’envient pas à bout avec les solvants habituels……il va falloir gratter et endommager le surfaçage du moule …..je suis dégoûté mais satisfait de l’aspect flatteur de la pièce même si la perfection est encore lointaine. Je pense tenir quelquechose et je me dis qu’il y a vraiment moyen de sortir une pièce superbe, qu’en pensez-vous?
On constate des manques de résine et peut -être des bulles aussi mais un bel aspect de surface qui me laisse penser qu’on peut se passer des étapes de finitions si le moule est miroir, à la limite un coup de polish mais pas de ponçage pas de vernis , c’est déjà une bonne optimisation si j’y arrive!!
Bon l’état du moule c’est la cata et je vous laisse imaginer le temps passé pour le réaliser …….. 5 jours
Nouvelle réflexion
On va sortir le joker, la carte de réserve, la pénible en travail et qui coûte cher, en espérant que ce soit le graal : et cette idée tient en quelques initiales : POM-C , polyacétal : plastique technique bien connu des usineurs.
Moule 4.0
J’avais cette idée en tête depuis le départ car le POM est un plastique technique très utilisé en prototypage, qui est génial à travailler et glisse un peu comme le téflon, on peut le fileter, l’usiner facile, il ne repousse pas l’epoxy, se déforme peu, par contre il est super cher et c’est un plastique misérable à polir : obtenir une surface miroir est un chemin de croix, c’est un truc à filer à un pote qui veut passer 1 mois dans un monastère à méditer sur son sort 🙂
En plus j’ai choisi le POM blanc (existe en noir) pour pouvoir facilement gérer le remplissage en fibrette et voir les éventuels manques, par contre j’avais pas réfléchi que poncer puis polir du blanc est d’autant plus pénible qu’on ne voit pas où l on est passé sauf en lumière rasante….
Process 4.0
Là je sors l’artillerie lourde car après j’ai plus grand chose en réserve dans mon sac de conneries à tenter, je tente aussi directement une idée lumineuse (on verra bien si elle est brillante 🙂 ) , je m’explique :
Comme on ne peut éviter à 100% les bulles et la situation de fibres directement exposées en surface, on pose un vernis topcoat de finition, alors pourquoi pas le mettre directement sur les surfaces du moule , au pinceau, attendre qu’il séche et au bon moment on lance notre étape carbone-résine. Si je prépare une resine topcoat bien dégazée et appliquée au pinceau d’écolier je pourrai maîtriser parfaitement la finition et m’affranchir de toute bulle et fibre en surface avant comme arrière, çà me plaît bien cette idée, je suis content de moi c’est déjà bien. Allez je vais dire çà à l’IA , qui me répond bien vu , purée mais quel faux cul c’est pas possible un truc pareil, au bout de 12 essais etc le bazar me dit oui c’est une bonne idée…..je lui réponds mais pourquoi tu ne me l’as pas dit avant et là il me répète que je touche un point sensible du process et patati et patata , je ne peux que m’en vouloir à moi-même de croire qu’un compilateur d’informations possède une intelligence et lui faire confiance, en fait je crois que c’est inné d’accorder du crédit à de belles paroles flatteuses et une grande culture, on en vient vite à croire aveuglément, assez flippant finalement.
Bon la philo ce sera pour une prochaine fois, on y va :
Moule POM poli miroir (autant que possible) en 2 coques avec plaques alu de part et d’autre comme le pehd
Events limités au max que sur la tranche haute avec un tracé sensé amené les bulles dehors(moule placé sur la tranche pendant la polymerisation)
Pas de démoulant
Dépose des ingrédients en couches et que des petites fibrettes de 6mm, pas plus long car je veux pas de cheveux qui font de la mélasse
Résine de type infusion hyperfluide à durcissement lent pour avoir le temps maximal d’imprégnation et de dégazage, on dégazera la résine seule à bloc puis le moule une fois fermé pendant 1heure à -0.3bar histoire d’aider les bulles à s’échapper et dans l’enceinte sous vide çà m’évite les vapeurs et variations thermiques
Une couche superfine de résine de finition bien dégazée, appliquée au pinceau directement sur le moule propre (savon puis alcool isoprop) on attend que la surface soit durcie mais collante au touché (sur un autre support pour ne pas laisser mon empreinte 🙂 ) et c’est parti
on va serrer doucement en croix, comme une culasse de moteur, puis on va y aller bien fort comme il faut avant de placer dans la cloche à vide
C’est parti on commence donc par la couche de ….finition 🙂
Puis résine de type infusion et fibres carbone
Je vous passe la suite et on va à l’ouverture du moule au bout de 48h, oui c’est beaucoup plus long à polymériser avec une résine d’infusion mais bon si çà vaut le coup…..
Purée c’est beau et çà brille, je suis trop content, de petites imperfections dans l’epaisseur , sans doute le timing entre couche de finition et ce que j’appelle la coulée, j’ose pas démouler pour voir le côté logo 🙂
Au passage je vous souhaite un joyeux Noël 🙂
Allez go!
Pour une fois je vais pouvoir en faire autre chose qu’un déchet pour la poubelle, on sort le cutter, la dremel et le masque à gaz, direction le jardin pour ébavurer et mettre un coup de cale à poncer sur les arêtes.
Un coup vite fait mal fait de polish , à la main avec un chiffon microfibre histoire de voir ce que çà donne en 2mn de polish :
Là je pense que je tiens quelque chose niveau process, il va falloir mesurer, peser et chronométrer pour améliorer encore mais franchement je suis content , il faut peaufiner le polissage du POM egalement car on voit les rayures dans les reflets (je dois polir les recoins avec des petits morceaux d’abrasif jusqu’au 10000, puis différentes mousses et polish ) et là va falloir y retourner je pense, si quelqu’un connaît une technique miraculeuse, n’hésitez pas à me contacter 🙂
Suite de la story prochainement , n’hésitez pas à commenter !!
MAJ : 25 janvier 2026
Après quelques tests supplémentaires, j’obtiens un résultat vraiment pas mal en sortie de moule d’autant que j’ai de nouveau poli celui-ci en achetant un petit outil vibrant de polissage ‘sand paper’ sur batterie.
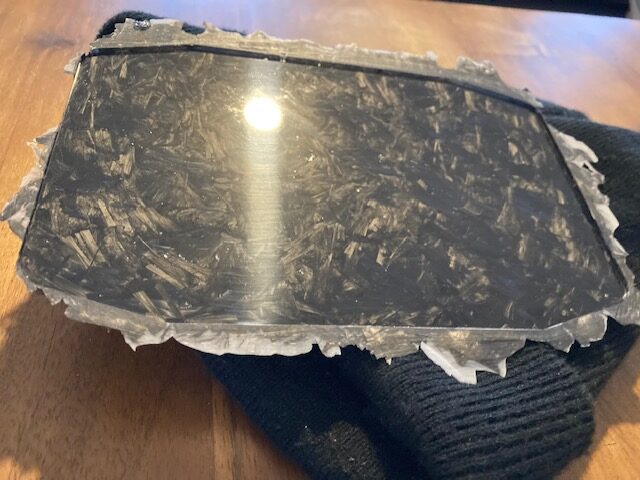
Voici le dernier résultat obtenu, les photos sont du direct sortie de moule sans aucun nettoyage (démoulage super facile)
Le résultat est super satisfaisant, surtout avec un démoulage « évident » non destructeur et un moule pouvant réutilisé quasi immédiatement.
Bon, nous n’en sommes pas encore à ce stade mais disons que pour une pièce pure DIY n’importe qui serait sans doute ravi de ce résultat, çà fait du bien quand çà prend une bonne tournure 🙂
Après examen minutieux de cette dernière pièce, j’analyse les défauts que je vois et que je présente ci-dessous en zoomant la photo précédente :
Je constate une multitude de petites « bulles écrasées » qui ne sont pas en surface , la surface est parfaitement lisse. L’aspect de cet air piégé est semblable aux surfaces d’air piégé lorsque l’on pose de façon imparfaite un film de protection sur un écran de smartphone.
J’en déduis qu’il s’agit de bulles emprisonnées à l’interface entre le top coat que je dépose sur les faces du moule et laisse durcir avant de couler la résine et les fibrettes de carbone.
Pourtant après fermeture du moule celui-ci est placé sous vide léger à 0.3bars durant des heures le temps que la résine gélifie puis retour doux à pression atmosphérique.
Comment résoudre ce problème?
Je me dis qu’il y a de nouveau différentes hypothèses car en clair soit de l’air reste prisonnier dans le moule et ne veut pas sortir par les events, soit il y a « création » de bulles durant la polymérisation, soit de la résine s’échappe et est immanquablement remplacée par de l’air, soit un peu de tout çà …….
C’est donc reparti pour réfléchir et je laisse mon ami chatGPT dormir plutôt qu’il m’envoie me perdre dans son labyrinthe d’idées géniales théoriques 🙂
Je me dis que la problématique de l’air emprisonné est quasi insoluble car à moins de faire de l’injection dans un moule placé dans une enceinte sous vide ou qqchose dans le genre, on aura toujours des bulles, faudrait centrifuger le moule pendant la polymérisation peut-être? Réfléchissons ……
Vu que j’ai toujours de la résine en exces qui sort du moule (pas beaucoup) je me suis dit que je vais réaliser un joint silicone entre les deux parties de moule. Donc c’est parti pour usiner une rainure dans le moule et créer mon propre vrai joint silicone selon mes techniques habituelles (moule cnc, coulage silicone etc)
Moule 4.1
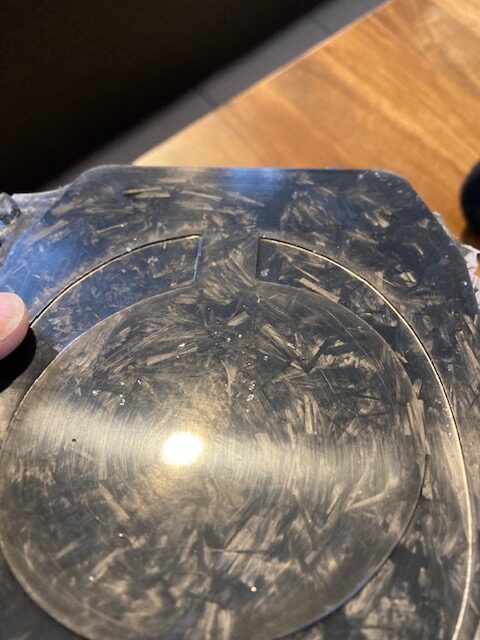
Et voici
on voit le joint de silicone gris , celui est inséré dans une rainure de 2mm de large et 3mm de profondeur et deborde de 1mm en hauteur pour former une sorte de lèvre d’étanchéité. Jen ai profité pour couler du silicone dans les trous qui servent à placer des vis de démoulage , ainsi j’ai des « bouchons » pour empêcher que de la résine viennent s’y loger et m’ennuyer lors du démoulage.
Process 4.1
Tant qu’à faire j’ai cherché et trouvé une machine qui vibre sur laquelle je compte placer mon moule lors de la polymérisation afin d’aider au dégazage, en complément du vide partiel.
L’idée est donc de :
Bien charger le moule niveau résine, l’excedent devrait sortir lors du serrage de fermeture.
Ensuite le moule devrait être étanche sauf sur la partie haute avec les events qui permettront le dégazage progressif et lent de la résine d’infusion.
Le moule sera placé dans l’enceinte sous vide -0.3bars pendant 6 heures.
L’enceinte sous vide sera positionnée sur le plateau vibrant et soumise à vibrations plusieurs heures car je pense que les bulles restent coincées à l’interface top coat / resine+carbone par une sorte d’adhérence par capillarité un peu comme les bulles d’une boisson gazeuse sur les parois d’un verre.
Un superbe setup R18 présenté par l’un des meilleurs riders Français, notre ami Mika. Merci pour cette présentation bien technique avec un essai d’efficacité qui en dit long 🙂
Avec le code réduction OVERION vous obtiendrez une réduction de 10$ chez Flipsky, fournisseur que nous utilisons entre autres pour la qualité de leurs moteurs et de leurs télécommandes.
Matériel Flipsky recommandé pour vos machines :
Nous utilisons préférentiellement les moteurs 7070-110kv round shaft, ainsi que la télécommande Vx3Pro qui est évolutive, embarque un GPS et surtout, utilise un protocole de transmission beaucoup moins « brouillable » que les télécommandes usuelles.
Une véritable revue des modèles par notre ami MIKA qui nous gratifie ici d’une présentation suivie des tests des 3 configurations de puissance sur la même board, en ne switchant que le pack batterie.
Précisions :
Cette présentation a été initiée par Mika, de façon totalement spontanée et sans aucun intérêt commercial ni contrepartie, ce qui donne une valeur inestimable à cette vidéo qui relève d’ailleurs plus de la revue semi-pro que du simple test, à notre sens.
Mika utilise ses propres boards avec des boitiers batteries en aluminium réalisés sur mesure pour les R16 et R18.
Les configs batteries sont les suivantes :
12s : Lipo 2 x 6s16Ah
16s : Lipo 4 x 4s16Ah
18s : Li-ion 18s30Ah
A travers cette vidéo, vous voyez à la fois la performance des machines, mais surtout leur polyvalence et leur capacité à évoluer, à être upgradées toujours plus 🙂 Les mêmes config avec des moteurs plus gros (80mm) et on passe aux versions RS !!
Limited batch of lightweight 46T steel ISO6 wheelsprockets for MBS hubs.
Série limitée de couronnes allégées en 46 dents pour jantes MBS exclusivement. Trop grandes pour du 8 pouces mais parfaites pour du 9 pouces, ces couronnes vous permettront d’augmenter le couple de votre machine, son efficacité , tout en réduisant votre Vmax, souvent inutilement élevée ( perte de couple, de rendement, surconsommation, chauffe moteur, perte d’autonomie) notamment sur les setups à fort Kv et/ou tension élevée.
Comme vous le savez, Overion réalise des mountainboards électriques à la demande, ceux-ci sont généralement des évolutions du modèle R12.
Ont vu le jour notamment des mountainboards personnalisés dénommés pour l’occasion Rxx ou RSxx, par exemple RS12, R16, RS16,R18 et désormais RS18.
Pour ceux qui se posent la question de la signification de ces appellations et bien voici :
Rxx = architecture de la gamme R avec moteurs 63xx et tension xx cellules en série
RSxx = architecture de la gamme R avec moteurs 80xx et tension xx cellules en série
Voici un petit teaser de la seule RS18 en circulation , qui est un monstre.
Les trucks et le deck sont de marque Apex, le reste vous savez déjà 🙂
Si vous souhaitez un engin sur mesure, en réaliser une partie vous-mêmes etc alors contactez-nous , nous discuterons de votre projet, de la faisabilité , des tarifs, et nous vous partagerons notre expérience.
The process is designed for instant gratification. Once you enter the 1xbet promo code complete registration, and make your first deposit of at least $10, the $130 bonus (or 100% of your deposit if less) is credited to your account immediately. There is no waiting period; you can start placing your accumulator bets right away to begin working through the 5x wagering requirement and converting your bonus into withdrawable cash.
Petit point sur les problèmes de chauffe des moteurs et autres réflexions :
Les faits observables
D’une façon générale, la destruction d’un moteur par la température apparaît soit de façon brutale avec émission de fumée soit de façon plus discrète avec perte de puissance, tout dépend si la chauffe a été modérée ou vraiment intense.
Matériellement, le cuivre qui constitue les enroulements de chaque bobinage est recouvert d’un vernis qui le rend non conducteur, on dit que le cuivre est « émaillé » bien que ce ne soit pas de l’émail, si ce vernis disparait il va y avoir des ‘ponts électriques ‘ entre les enroulements d’un même bobinage ce qui va faire diminuer les performances du moteur, celui-ci chauffera davantage et consommera beaucoup plus ce qui se voit facilement en mesurant l’intensité consommée à vide. Ce point est d’ailleurs un bon indicateur de la santé du moteur.
Quand la chauffe apparaît, si elle dépasse le point de fusion ou vaporisation du vernis, alors la destruction commence et il est facile de comprendre que la zone la plus chaude sera souvent au centre du bobinage et donc invisible à l’œil, de même le capteur de température moteur se trouvait généralement à l’arrière du moteur sur un petit PCB avec les sensors, celui-ci enregistrera toujours une température bien plus faible qu’au centre d’un bobinage. En général les vernis sont donnés pour une température max comprise entre 120 et 180°C pour les meilleurs.
Dans le meilleur des cas, vous vous êtes rendus compte à temps de la chauffe des moteurs et avez fait une pause, auquel cas vous êtes restés dans la zone de perte réversible du champ magnétique des aimants et il n’y aura aucune conséquence.
Si la chauffe a dépassé une certaine valeur, vous êtes passés en zone irréversible et vos aimants permanents ne retrouveront jamais leur champ magnétique initial (et si vous avez atteint le point de Curie alors vos aimants ne sont plus des aimants)-> les bobinages sont toujours détruits avant mais leur fusion affecte les aimants du rotor et il est vraisemblable que celui-ci ne puisse même pas servir de pièce détachée pour un autre moteur.
Le pbm de désynchronisation moteur (décrochage) :
Pour faire tourner un brushless, on crée un champ magnétique « tournant » par le fait d’alimenter les bobines dans un ordre qui décrit un cercle, le rotor équipé des aimants va donc se positionner pour « rattraper » ce champ comme un aimant va poursuivre un autre aimant que l’on déplace.
En considérant l’analogie de 2 aimants déplacés à la main, vous intuiterez que si d’un coup on accélère le premier aimant trop fort alors le second « décroche » et ne suit pas , ce qui signifie que la résistance à l’avancement est devenue supérieure à la force d’attraction entre les 2 aimants. cryptogamingca.com
On dit alors que la vitesse de rotation du moteur n’arrive plus à suivre la vitesse de rotation du champ magnétique.
Transposé à nos moteurs cela donne qu’une accélération demandée qui serait supérieure à ce que le moteur peut fournir entrainera un décrochage du rotor, ce qui se traduit par un bruit très particulier et un effet « point mort ou cut » très déstabilisant et donc dangereux.
Il faut garder à l’esprit qu’un moteur ne peut fournir davantage que ce pour quoi il a été conçu sans risquer une diminution de sa durée de vie voir une destruction pure et simple -> augmenter la puissance par le paramètre d’intensité n’augmentera donc pas indéfiniment la puissance moteur et l’équivalent du moteur thermique qui broute et finit par caler dans une côte trop forte c’est une désynchronisation pour un moteur électrique. Les VESC permettent de limiter cet effet par la limitation du courant (current control) mais cela ne rajoute pas des watts aux moteurs…….
Il faut également garder à l’esprit que plus l’intensité envoyée au moteur est grande et plus les pertes calorifiques seront importantes et donc la chauffe moteur.
De même les moteurs se refroidissent en tournant donc si vous réclamez une forte intensité avec de faibles vitesses de rotation vous avez un fort échauffement et peu de refroidissement (cas d’une forte côte grimpée au ralenti ou cas des sessions « drift ou burn » avec de tres forts démarrages suivis de forts freinages-> les moteurs thermiques détestent également !!
Enfin, paramétrer des intensités moteurs excessives est sans doute une des pires idées qui soit pour obtenir les meilleures performances des moteurs, c’est un peu comme augmenter la taille du carburateur sur un moteur thermique, vous obtiendrez le plus souvent un engorgement du moteur, qui aboutit à une « saturation magnétique » et dont les conséquences hormis la chauffe moteur peuvent être la désynchronisation de celui-ci lors d’appels de puissance, avec une baisse de performances par perte de rendement, perte de puissance et perte de stabilité (fluidité de rotation).
De façon générale, réfléchissez aux avantages et inconvénients que peuvent apporter les changements de paramètres et testez avec la plus grande prudence mais encore une fois, un moteur de 4000w ne sortira pas plus de 4000w sans voir sa durée de vie raccourcie et/ou sans problème de fonctionnement, l’overboost c’est aussi l’overkill , ne pensez pas naïvement qu’on puisse faire délivrer 10kw à un moteur donné pour 4 kw!!Si vous voulez plus de puissance il faut passer à un moteur plus puissant, n’est-ce pas logique ?
Vous pouvez paramétrer des températures maximales des moteurs* (et du VESC) avec un effet cutoff start de réduction de puissance puis un cutoff total (moteur ne réagit plus) , aussi nous vous conseillons une valeur assez basse de cutoof start comme 75-85 degrés, ce qui vous permettra de préserver votre moteur.
A conditions que ceux-ci soient équipés d’un capteur de température (indiqué comme TRUE lors de la phase de détection moteur)
Petit upgrade pour ceux qui passent sur des moteurs 70xx, voici des motors mounts identiques aux mounts 63xx mais un peu plus grand pour « coiffer » les moteurs 70xx.
Nous sommes souvent confrontés à des demandes légitimes de clients pour réaliser proprement les passages de câbles sur les speedbox, celles-ci étant vendues sans ouvertures pour les câbles.
Tout d’abord, il convient de préciser que pour nous-mêmes, nous réalisons ces passages lors de l’usinage CNC des montants en plastique, mais il faut pour cela savoir quels composants on va intégrer et avoir déjà figé leur positionnement interne (type de récepteur, passage d’antenne, type de contrôleur, interrupteur , diametre des câbles de puissance et moteur etc..)
Nous ne pouvons donc pas proposer d’emblée des passages de câbles qui seraient compatibles avec tous les setups et ce travail vous revient donc.
Il y a plein de méthodes possibles et la nôtre évoluera sans doute encore 🙂
En attendant, voici quelques « tuyaux », rien de bien compliqué, pas besoin d’outils spécifiques ni d’un temps infini pour parvenir à quelque chose de propre et relativement étanche, l’étanchéité totale étant possible mais très difficile à obtenir si vous souhaitez que le système reste démontable.
Passons au concret et voici nos conseils :
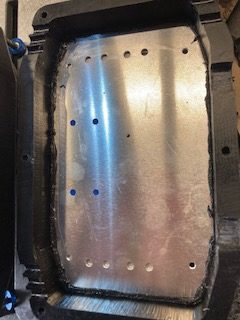
Si vous envisagez de rouler avec des conditions météos pourries, alors nous vous conseillons de coller-jointer avec un silicone (type sika ou emfi MS60NG) les dessous et dessus alu des speedbox, ansi vous obtiendrez une speedbox qui ne s’ouvre que par le milieu (photos)
Vous réaliserez un beau cordon de silicone sur chaque montant plastique puis vous assemblerez votre speedbox, bien serrée avec ses vis et éventuellement un ou plusieurs serre-joints.
Patientez 24-48h pour le séchage à coeur, puis vous enlèverez le silicone qui a débordé à l’extérieur, c’est très facile avec vos ongles ou vos griffes.
Pensez au passage à boucher les nombreux trous de la base alu qui vous sont inutiles (les trous de réglages et ceux pour d’autres vesc que le vôtre)
Cà y est, vous avez deviné la suite en observant les photos?
On referme la speedbox après avoir marqué les endroits où l’on souhaite faire sortir les câbles, puis on s’arme d’une perceuse et des forêts de même diamètre, voir un poil plus petits que les câbles à faire sortir, puis on perce pil-poil à la jonction des 2 parties.
Le forêt est guidé d’office par cette zone de moindre résistance et vous obtiendrez un système démontable « pince fils », en quelques secondes.
Le tour est joué………..A vous maintenant!! et surtout n’hésitez pas à nous faire part de vos remarques et les partager sur les réseaux 🙂
Annexe : Méthode longue, délicate, et esthétique
Vous pouvez aussi faire passer une nappe complète de fils avec gaine tressée et/ou créer des ouvertures d’accessibilité (pour ports usb etc)
Dans ce cas, vous pouvez découper une ouverture rectangulaire, y passer votre nappe protégée d’une gaine thermo (en vue d’un éventuel démontage futur) puis charger en silicone, un scotch à la jonction pour éviter le collage des demi-speedbox, refermer la speedbox puis lisser proprement l’extérieur. Cette technique a fait ses preuves (meilleure finition) mais s’avère bien pénible et chronophage.
Cet article sera agrémenté de vidéos et conseils divers au fil de l’eau car il y a beaucoup à dire sur cette famille de télécommande Maytech, autant sur la config-câblage que sur les résultats obtenus.
En attendant davantage, voici le manuel de base pour vous éviter de le chercher :
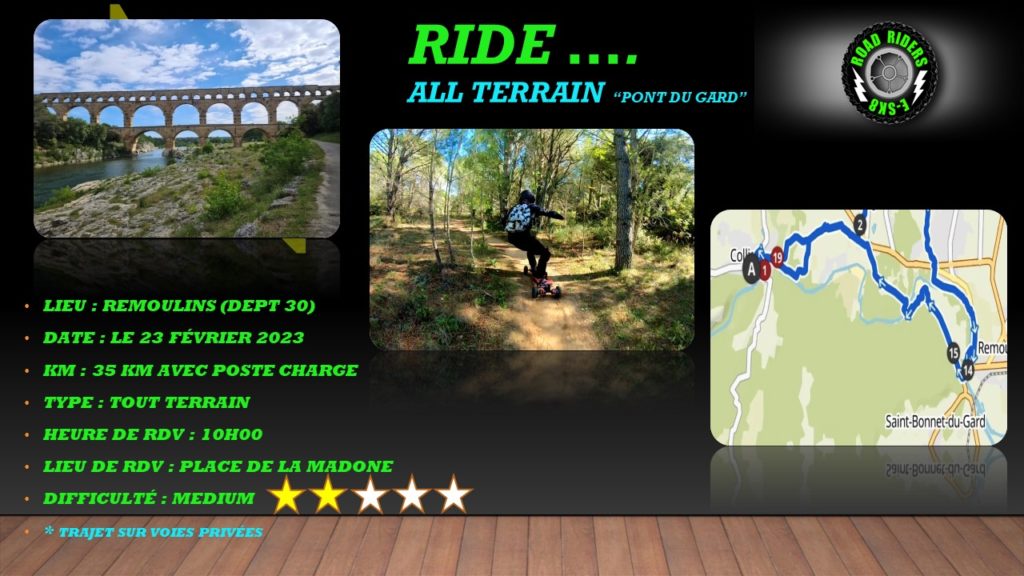
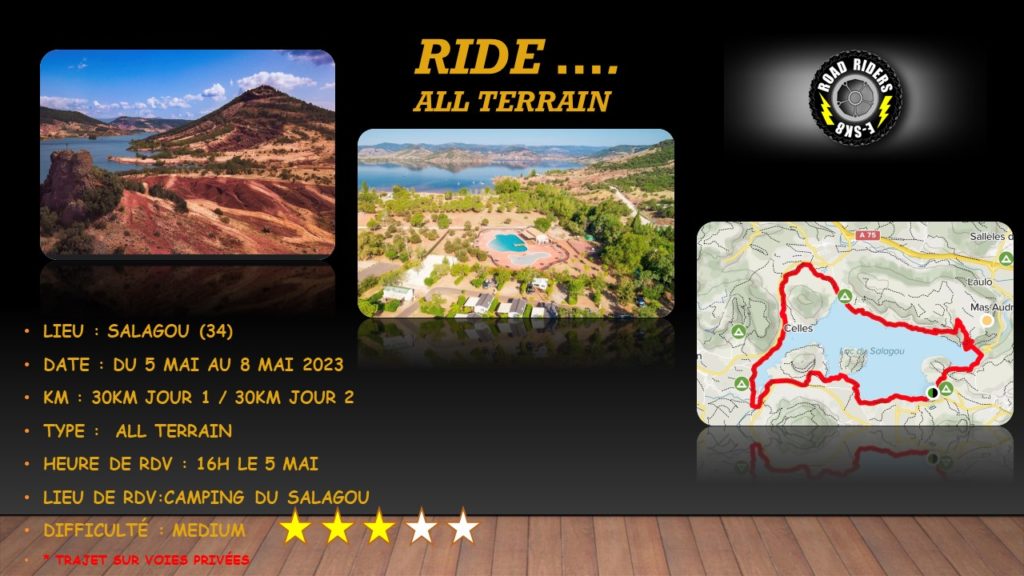
Nous vous présentons le tout nouveau groupe de ride « Road Riders » qui vous propose des rides en petits comités sur des terrains de tous types, avec des niveaux de difficulté annoncés dès le début, différentes localisations, des solutions d’hébergement etc………
Il ne s’agit pas d’une association mais plus simplement d’un groupe de passionnés qui souhaitent partager leurs moments de ride.
Lien Facebook ci-dessous ainsi qu’un aperçu du programme des réjouissances à venir 🙂
Nous faisons ici un point sur l’état des lieux de la règlementation au sujet de s mountainboards électriques.
Il s’agit juste d’une petite synthèse issue d’une discussion avec Wizzas assurance qui nous propose par ailleurs une réduction de 7% sur ses formules d’ assurance pour vos machines : code OVER5
Nous précisons au passage qu’Overion ne touche aucune rétro-commission ou contre partie d’aucune sorte avec WIZZAS, c ‘est 100% pour les clients.
Trottinettes électriques, monoroues, gyropodes, hoverboards : les nouveaux engins de déplacement personnel motorisés (EDPM), comme les autres usagers, doivent appliquer les règles du code de la route qui garantissent leur sécurité et celle des autres.
Depuis le 25 octobre 2019, le code de la route reconnait les EDPM comme une nouvelle catégorie de véhicules et en définit le statut. Il fixe notamment leurs caractéristiques techniques, les règles de circulation et de stationnement et précise les sanctions en cas de non-respect de ces règles.
La création d’une réglementation dédiée par le décret du 23 octobre 2019 permet de lutter contre les comportements dangereux observés, de promouvoir une utilisation responsable et plus sûre de ces engins et de retrouver un usage apaisé des trottoirs pour les piétons, et en particulier les plus vulnérables : personnes âgées, enfants, personnes en situation de handicap, etc.
Que dit le code de la route ?
Les règles pour les EDPM sont essentiellement les mêmes que celles applicables aux vélos, avec certaines spécificités.
Règles générales
Les conducteurs d’EDPM doivent adopter un comportement prudent, tant pour leur propre sécurité que celle des autres.
Comme pour les vélos, il est interdit de conduire sous l’influence de l’alcool ou après usage de stupéfiants.
La conduite d’un EDPM est interdite à toute personne de moins de 12 ans.
Il est interdit d’être à plusieurs sur l’engin : l’usage est exclusivement personnel.
Il est interdit de porter à l’oreille des écouteurs ou tout appareil susceptible d’émettre du son, ou d’utiliser le téléphone tenu en main.
L’assurance de l’EDPM est obligatoire parce qu’il est considéré comme un véhicule terrestre à moteur par le code des assurances, y compris dans le cas d’un service de location d’EDPM en libre service (free-floating). C’est toujours le propriétaire de l’EDPM qui doit souscrire l’assurance obligatoire.
Il est interdit de circuler sur le trottoir. Sinon l’EDPM doit être tenu à la main.
En agglomération, il est obligatoire de circuler sur les pistes et bandes cyclables lorsqu’il y en a. A défaut, les EDPM peuvent circuler sur les routes dont la vitesse maximale autorisée est inférieure ou égale à 50 km/h.
Hors agglomération, leur circulation n’est autorisée que sur les voies vertes et les pistes cyclables.
Comme pour les vélos, les EDPM ont également la possibilité de se garer sur les trottoirs. Leurs conducteurs sont invités à ne pas gêner la circulation des piétons et d’assurer leur sécurité.
Dérogations
Sous certaines conditions, l’autorité investie du pouvoir de police pourra accorder des dérogations aux règles générales de circulation en :
autorisant la circulation des EDPM sur les trottoirs à condition de respecter l’allure du pas et de ne pas occasionner de gêne pour les piétons ;
autorisant la circulation des EDPM sur certaines routes hors agglomération où la vitesse maximale autorisée est inférieure ou égale à 80 km/ h.
Quels sont les équipements obligatoires ?
En agglomération ou sur les voies vertes et les pistes cyclables, le port du casque n’est pas obligatoire mais fortement recommandé.
De nuit, ou de jour par visibilité insuffisante, y compris en agglomération, l’arrêté du 24 juin 2020 précise que les utilisateurs doivent porter un vêtement ou équipement rétroréfléchissant (par exemple, un gilet, un brassard, etc.).
Pour pouvoir circuler sur la voie publique, les engins doivent être bridés à 25km/h.
Si vous ne respectez pas les règles de circulation ou si vous transportez un passager : 35 euros d’amende (2e classe).
Si vous circulez sur un trottoir sans y être autorisé ou si vous débridez l’engin : 135 euros d’amende (4e classe).
Si vous roulez avec un engin dont la vitesse maximale par construction est supérieure à 25 km/h : 1 500 euros d’amende (5e classe).
La nuit ou le jour lorsque la visibilité est insuffisante, si vous ne portez pas un gilet ou un équipement rétro-réfléchissant : 35 euros d’amende (2e classe).
Si vous poussez ou tractez une charge avec votre EDPM ou si vous vous faites remorquer : 35 euros d’amende (2e classe).
Dans le cas des mountainboards électriques, ceux-ci sont toujours réalisés de façon artisanale ou en Do It Yourself, et à notre connaissance les engins atteignent généralement une vitesse maximale (en mode full power) de l’ordre de 40km/h voir plus, bien suffisante en tout terrain mais trop importante pour une utilisation sur route, d’autant qu’ils ne sont tout simplement pas homologués et ne sont, dès lors, plus considérés comme des EPDM. Ils sont donc, de fait, interdits sur les voies publiques etc et une assurance EPDM ne suffira à priori pas pour vous couvrir (à vérifier auprès de votre compagnie)
Wizzas propose une assurance spécifique pour les engins allant jusqu’à 45km/h et cette vitesse maximale est directement calculée en fonction de votre setup (type esk8 calculator avec un facteur de rendement inconnu, nous ici considérons 80-85% de rendement en début de ride)
Overion soutient depuis sa création l’association JRCV qui comme son nom l’indique est une association et n’a donc pas de but lucratif et se trouve totalement libre et indépendante.
Cette association organise des sorties en petit comité, échange sur les réseaux sur tous les sujets liés à notre discipline, avec toujours un état d’esprit bienveillant -> c’est aussi le royaume du système D, de la dépanne entre riders, des conseils, et de la bonne ambiance!
But de l’association : Rapprocher tous les Riders de nouvelles mobilités électriques en France et à l’étranger (Eskate, E-Mountainboard, E-roues…). Les réseaux sociaux nous ont rapproché. Il est temps de se rencontrer !
Adhérer à JRCV c’est un ticket d’entrée à 15€ annuels qui ne servira qu’à diminuer le coût des évènements et/ou le prix de goodies etc….en clair tout est redistribué pour les riders, qui en plus bénéficient de codes spéciaux chez les partenaires , autant dire que l’amortissement de la cotisation est instantané 🙂
Vous nous y croiserez de temps à autre également 🙂
JRCV c’est 6 événements majeurs en France chaque année(et davantage d’initiatives locales !) : Sur une journée, un week-end ou davantage ! Pistes vertes, circuits, Pumps Tracks, Terrains de Cross, pistes AT et TT… On Ride et on découvre de beaux endroits, ensemble Bonne franquette, nos évènements sont ouverts à tous nos adhérents : en tente, en AirBnB, que tu dormes avec ta chérie ou ton skate électrique, toutes et tous sont les bienvenus pour partager un Ride, une bière, se retrouver autour de BBQ…
Rejoignez le mouvement, et devenez adhérent de l’association, venez découvrir nos week-ends de Ride, partout en France, et ces artisans qui font notre sport : nous sommes heureux de vous faire découvrir l’Univers et l’excellence technique de notre partenaire Historique OVERION, également de pouvoir répondre à toutes vos questions DIY… JRCV c’est aussi une grande famille, qui a grandit grâce à notre Groupe de Discussion Facebook J’irai Rider Chez Vous, notre chaine YouTube, tous les potes qui nous soutiennent sur Instagram… C’est surtout grâce à VOUS !
Petite nouveauté bien pratique : nous avons fait réaliser sur mesure des pignons ISO6B en 9 dents pour axe de 10mm avec fixation par clavette. Ces pignons manquaient à notre gamme car ils ne sont pas « communs » . vous pourrez donc désormais avoir des setups en 9/42 ou 9/35 pour axe moteur 10mm ce qui permet d’abaisser la Vmax d’environ 11% et d’augmenter le couple d’autant. Celà permet aussi à ratio de transmission quasi constant de réaliser un 9/35, plus léger et moins cher qu’un 10/42 en sachant qu’en terrain accidenté il n’est pas rare que les grosses couronnes 42 heurtent des obstacles ce qui constitue la première cause de perte d’attache rapide.
Les produits tant attendus depuis plusieurs mois arrivent enfin !!
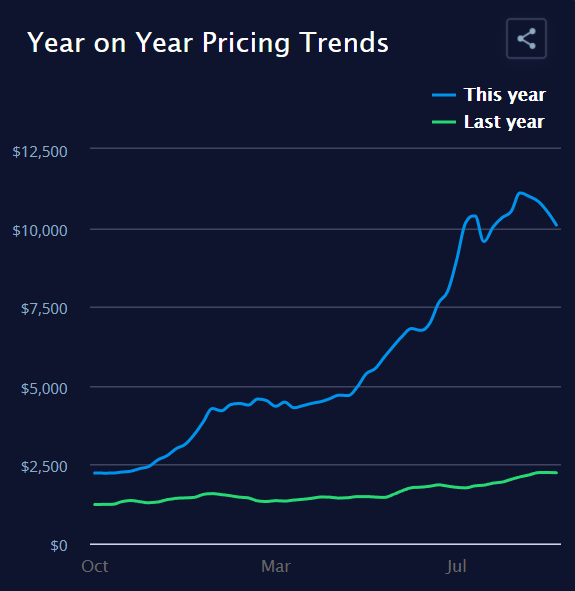
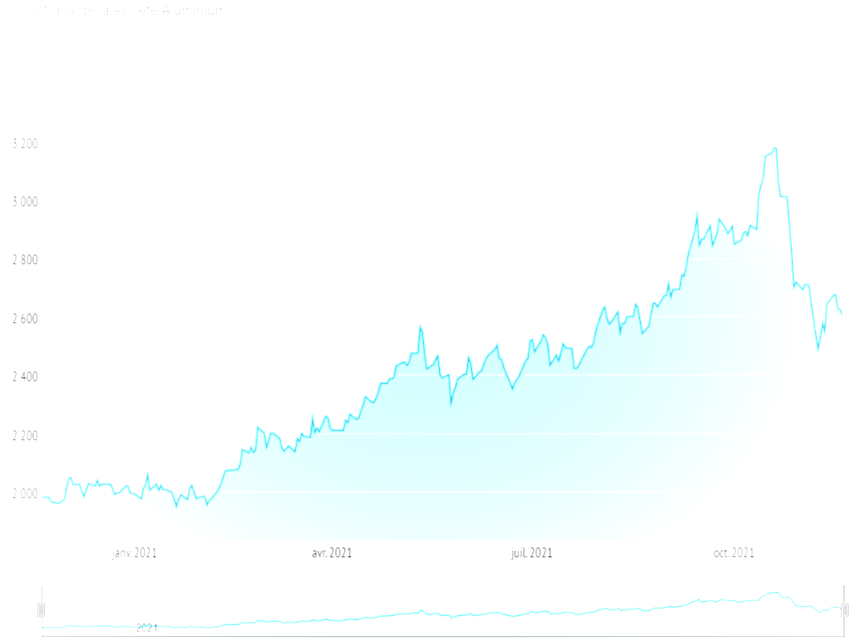
Vous avez pu remarquer que la conjoncture mondiale liée au Covid et ses répercussions, notamment sur les délais et coûts de transport (quand ce n’est pas pénurie totale..) se ressent sur une grande majorité de produits importés et sur les matières premières (+60% sur l’aluminium).
De plus, un certain nombre de produits passent par l’Angleterre, et le Brexit n’arrange rien en ajoutant des frais douane et en retardant davantage les choses, sans compter la partie administrative qui vient s’ajouter et se complexifiera encore au 1er janvier 2022.
Résultat des courses : les produits MBS connaissent une inflation forte, et malgré une diminution de la marge des distributeurs, le final est de l’ordre de +20%.
Notre vision : cet effet va perdurer et s’accentuer encore, la règle de l’offre/demande laissant aux fabricants tout le loisir d’augmenter leurs tarifs.
Notre conseil : Acquérir ce dont vous avez besoin, y compris en électroménager etc car nous n’anticipons ni baisse des prix, ni amélioration des délais d’approvisionnement. C’ est pas cool mais factuel !
Voyez ci-dessous l’evolution des prix du transport maritime et de l’aluminium…..
En collaboration avec deux passionnés, nous avons mis au point un système spécifiquement approprié au do it yourself afin de faciliter la mise en oeuvre du câblage série de deux batteries, tout en conservant la connectique de charge et d’équilibrage en façade, le système antispark, et les fusibles.
Cet ensemble est donc livré prêt à l’emploi, reste juste à le monter sur votre « battery box » à l’aide du gabarit téléchargeable sur le site.
Voici une nouvelle version de nos mounts moteurs, pour l’instant déclinée pour les trucks Matrix2, en cours de production pour la gamme de trucks Trampa « CNC » avec empreinte carrée dénommée « square 19.5mm »
Vous trouverez dans la page produit une présentation vidéo de ces nouveaux mounts avec toutes les explications aux questions que vous vous posez certainement déjà 🙂
Nous avons négocié avec Maytech une réduction sur l’ensemble de leur site que nous souhaitons partager avec nos clients Do It Yourself.
La réputation de Maytech n’est plus à faire notamment sur la qualité de leurs moteurs, fabricant que nous avons choisi pour réaliser nos moteurs selon nos spécifications techniques.
Pour chaque commande, vous obtiendrez une réduction de 3% et Overion cumulera une cagnotte de 2% chez Maytech que nous mettrons alors en jeu sous forme de produits à gagner sur le groupe Facebook Overion riders, une fois celle-ci suffisante.
Voici donc le lien pour ceux qui souhaitent commander des produits en direct chez Maytech